High Density Screen Printing for Apparel — Raised 3D Designs, Extended Sizes 2XL–6XL
Custom raised 3D screen prints on big & tall menswear with specialist 2XL–6XL pattern grading. Low MOQ from 100 pieces, fast sampling, and 28+ years manufacturing experience.
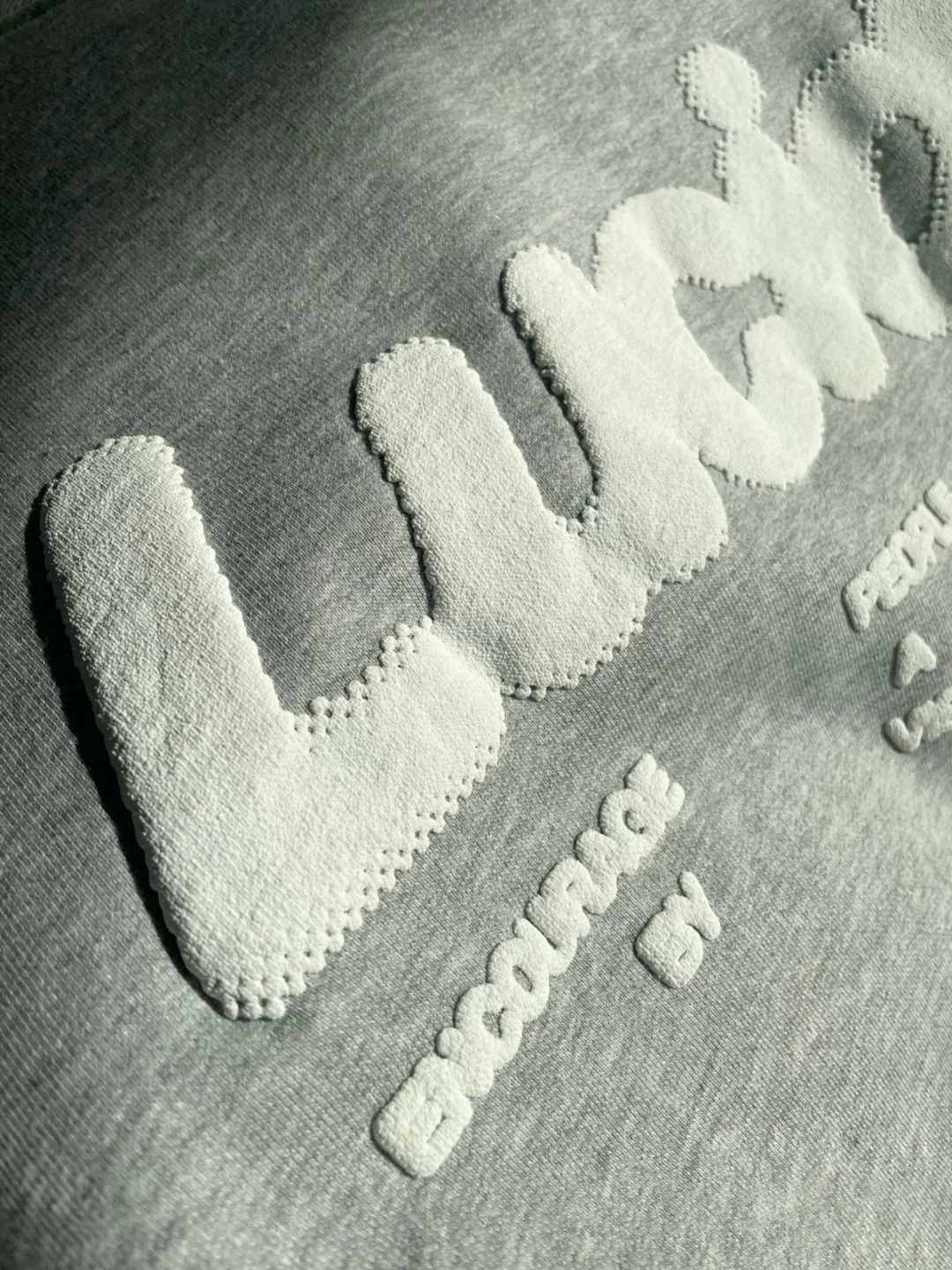
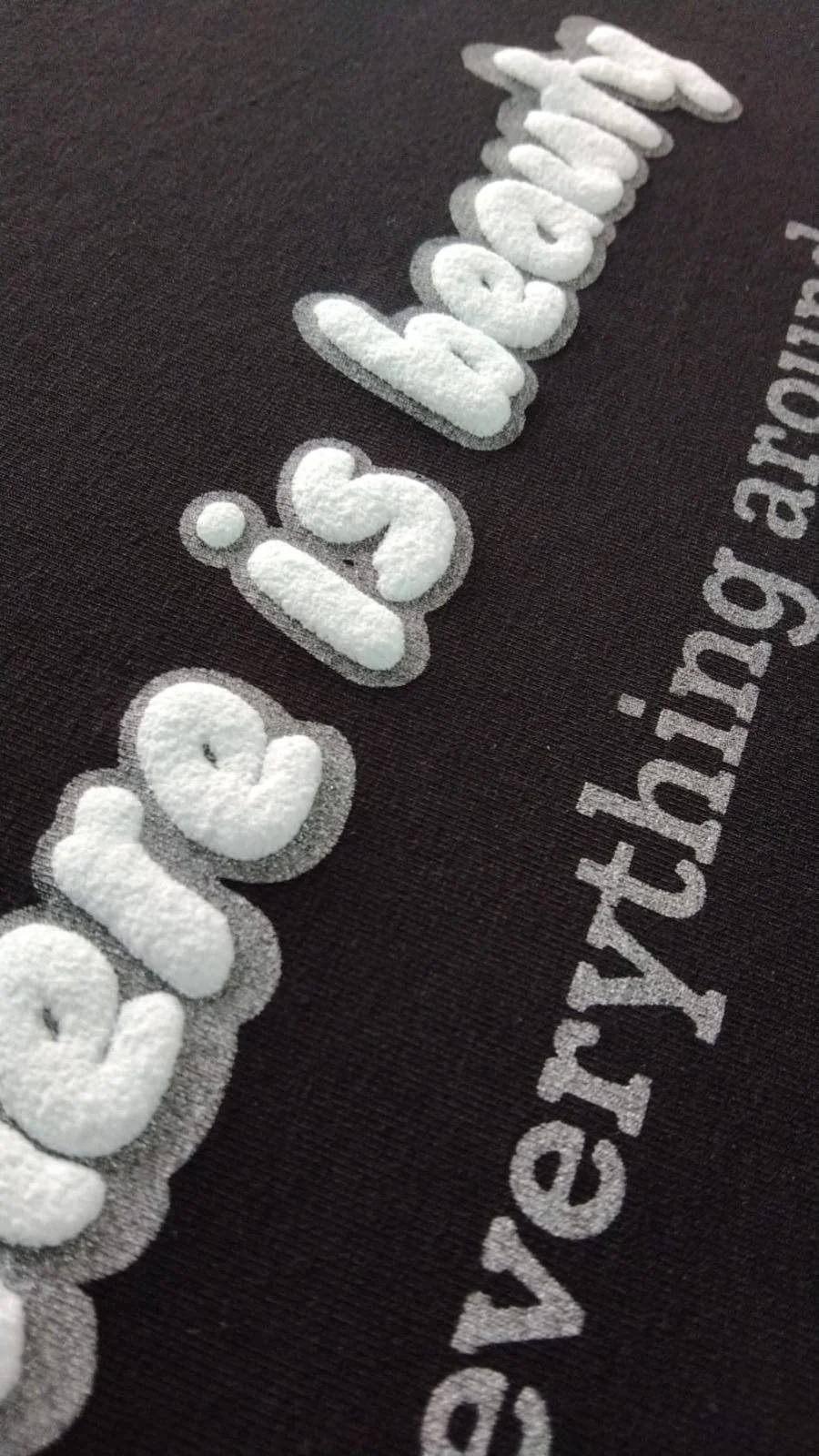
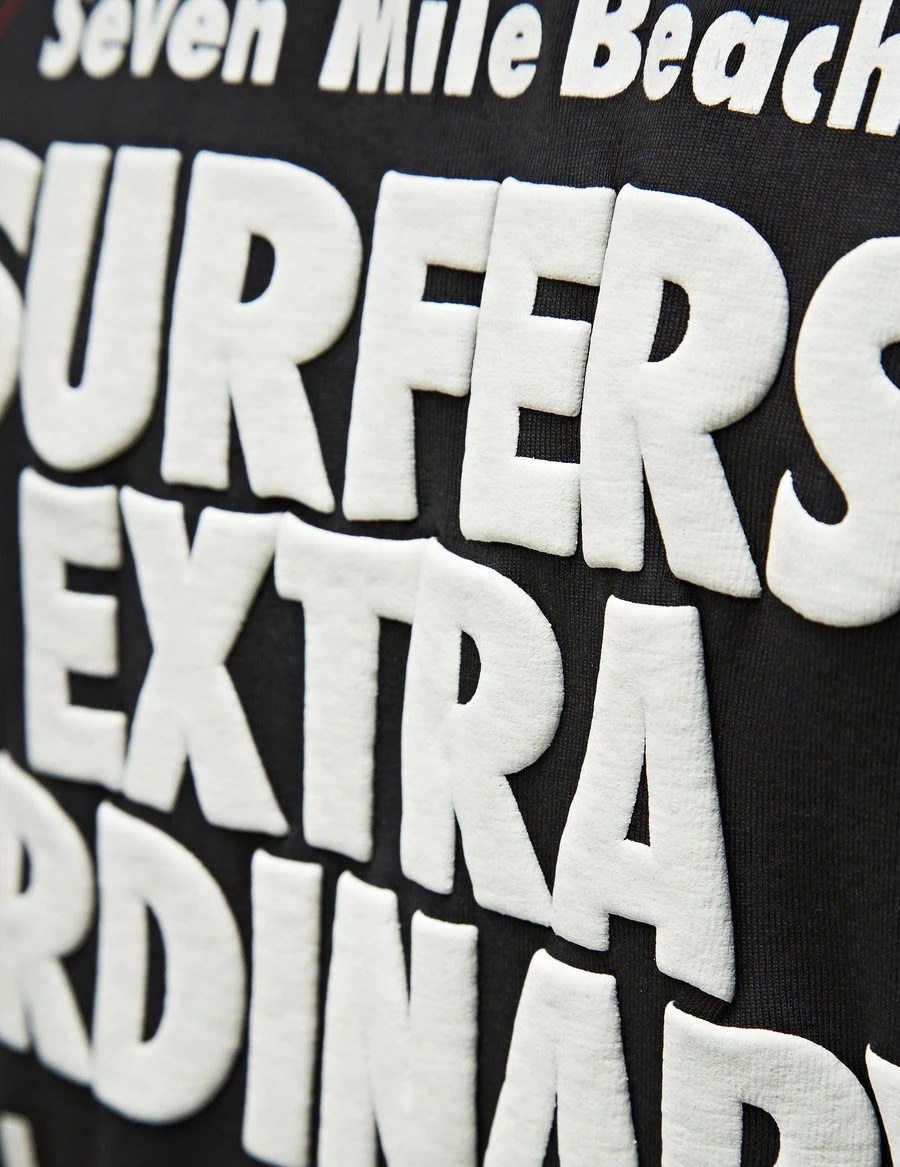
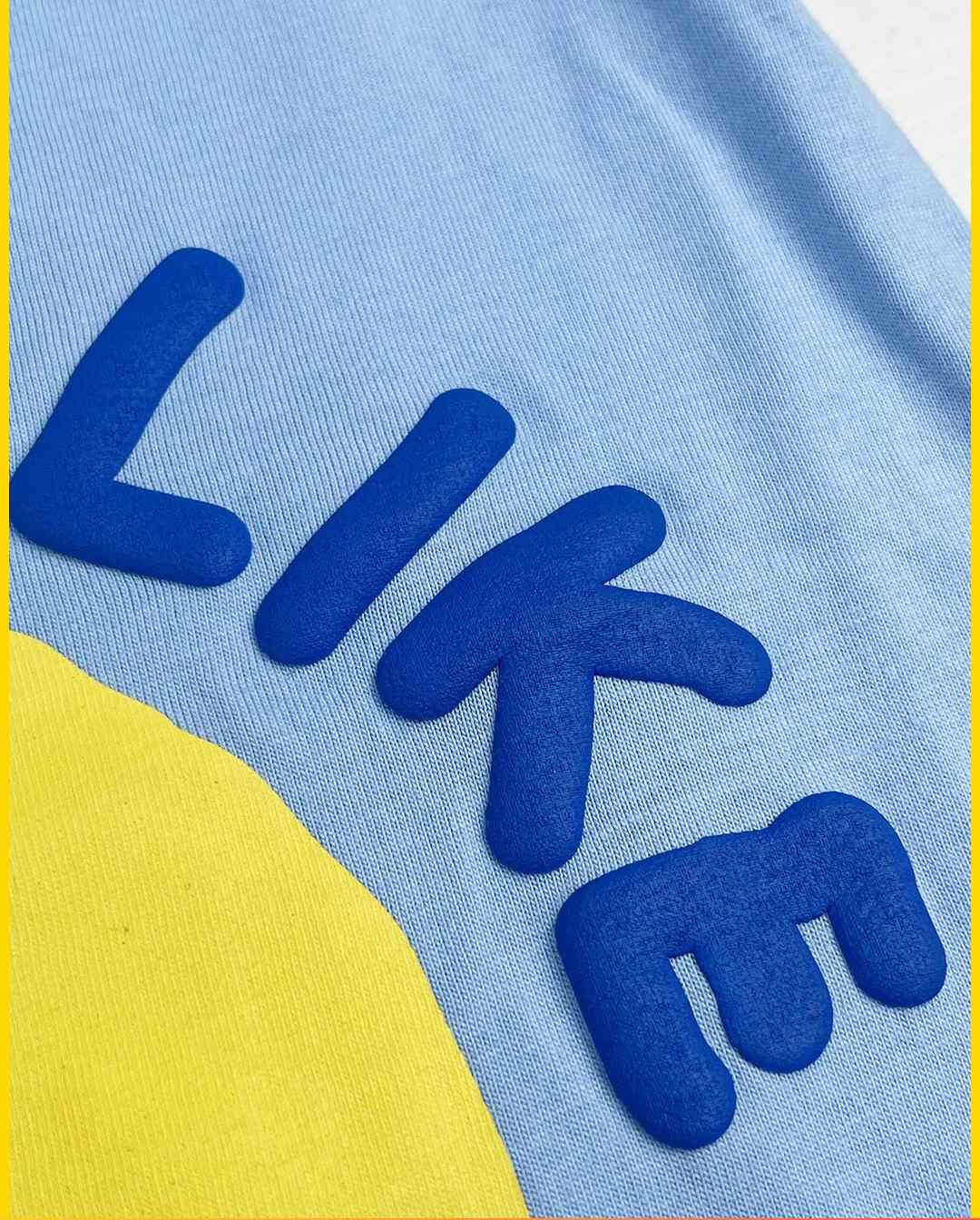
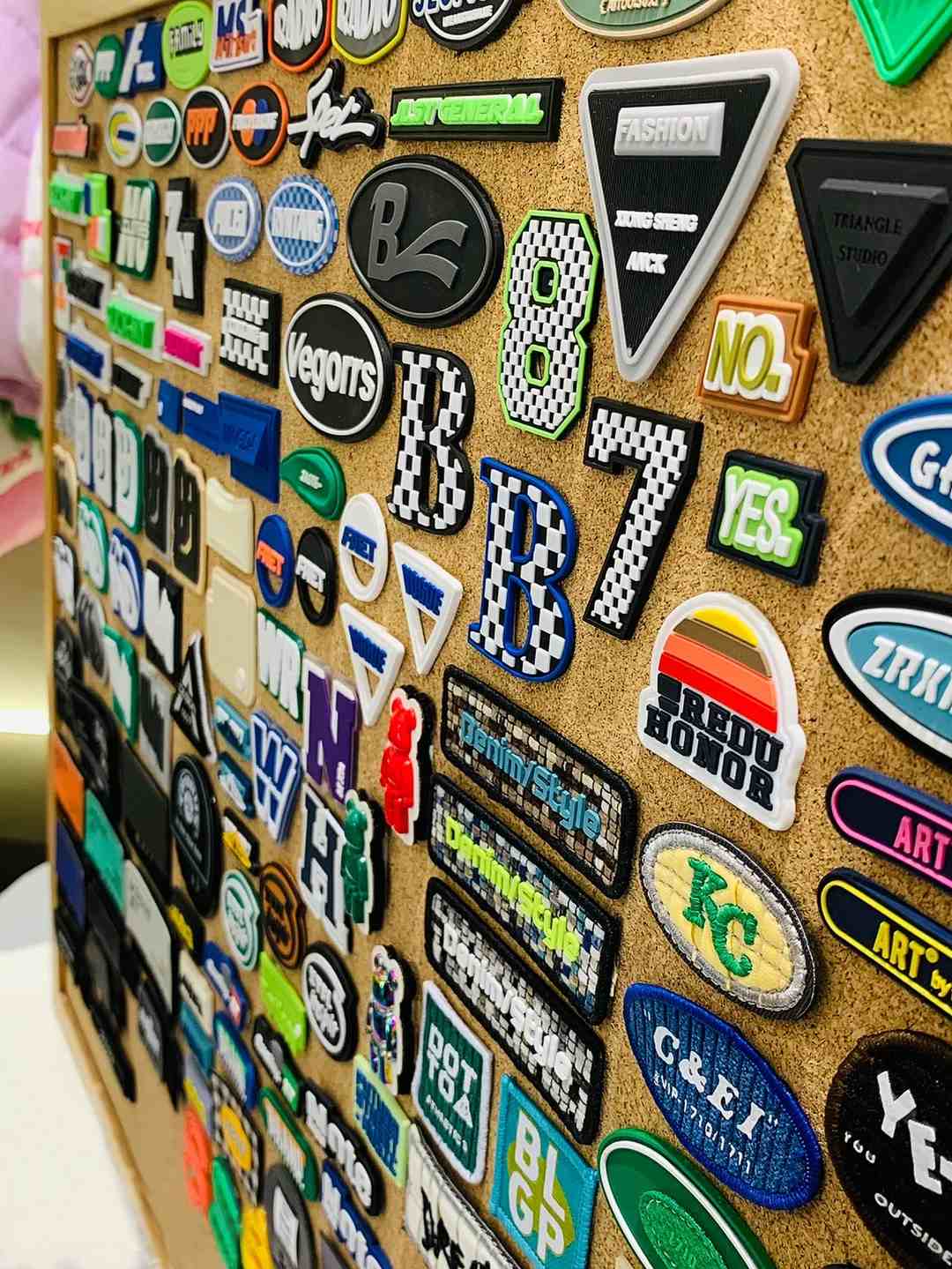
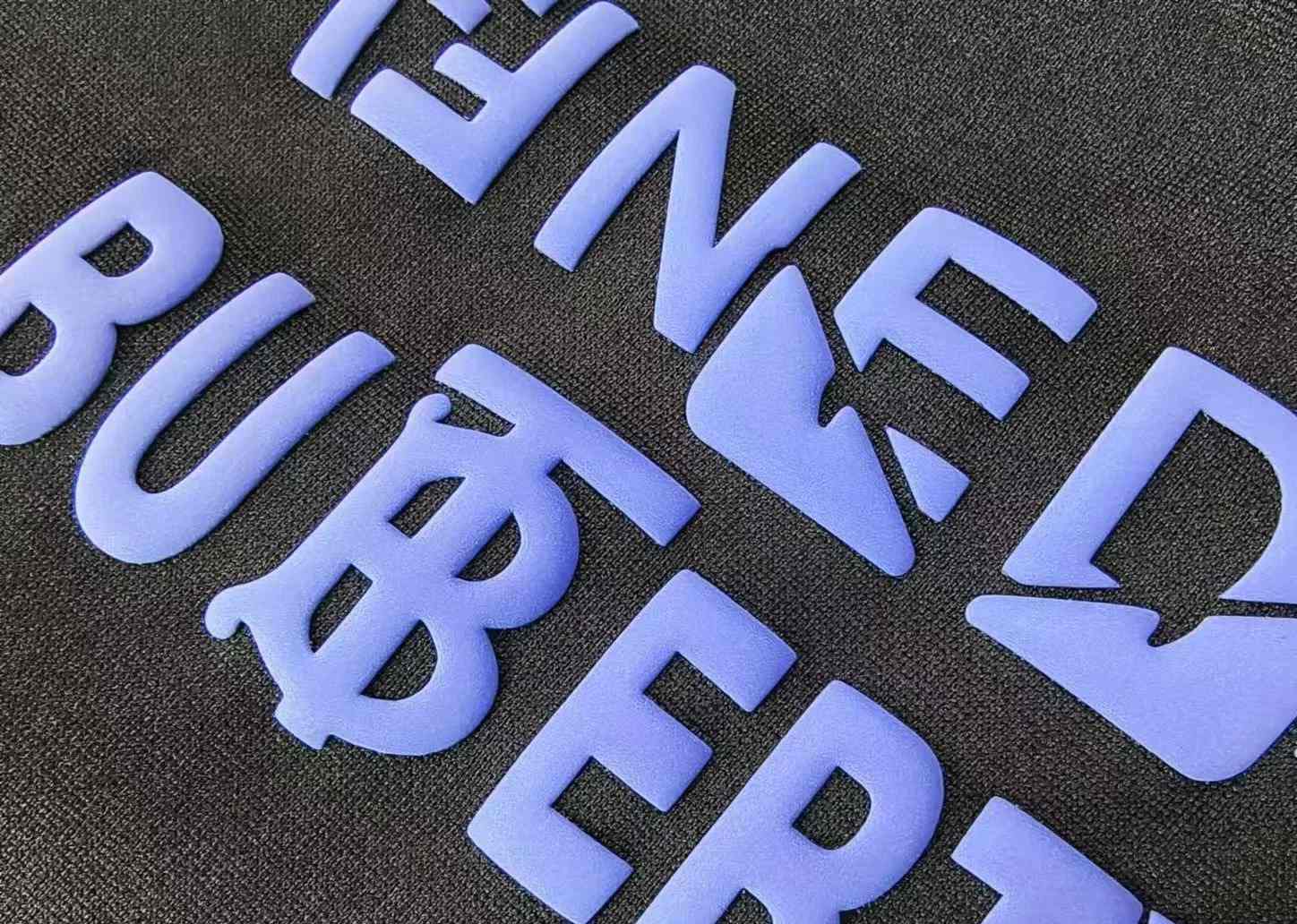
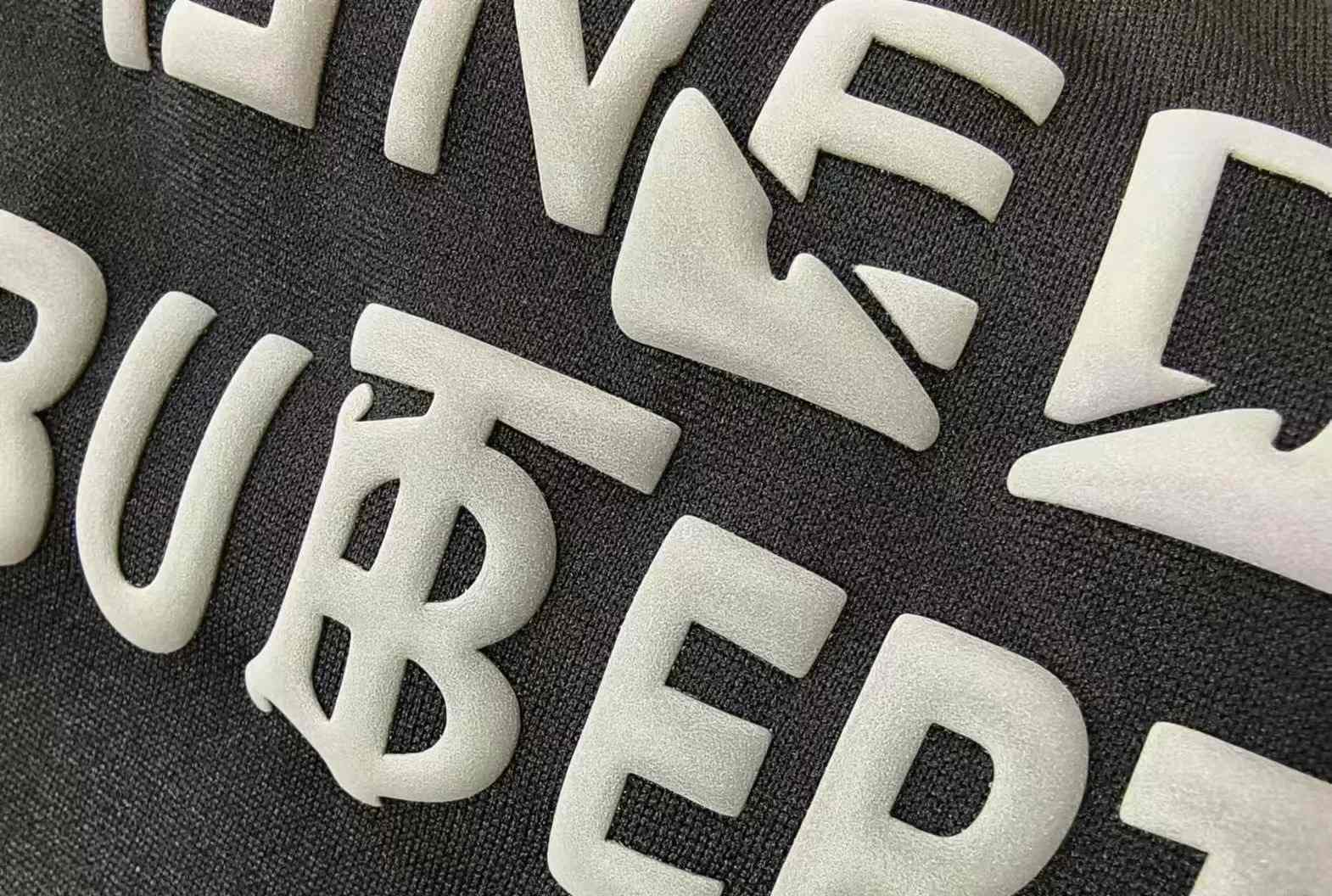
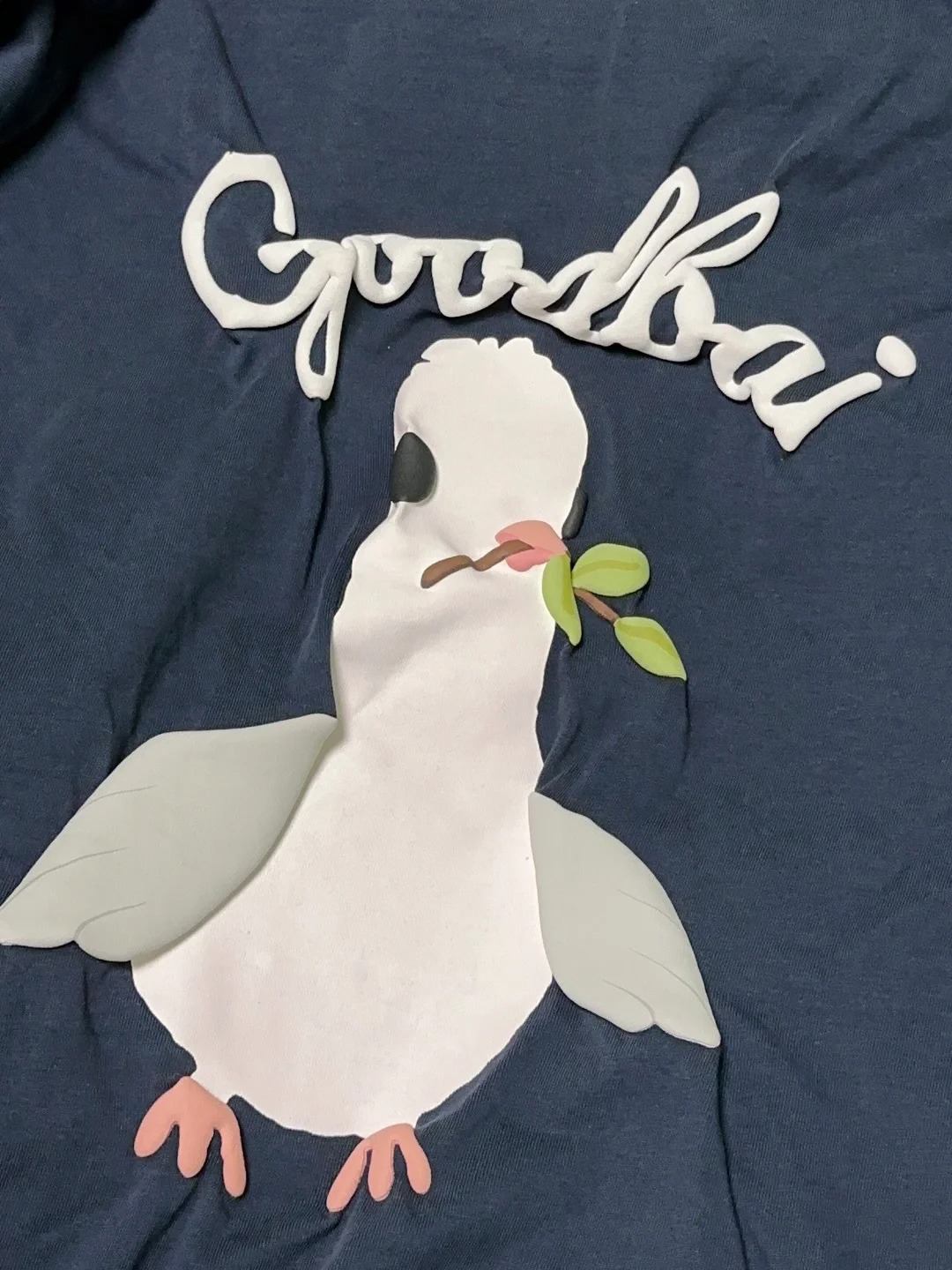
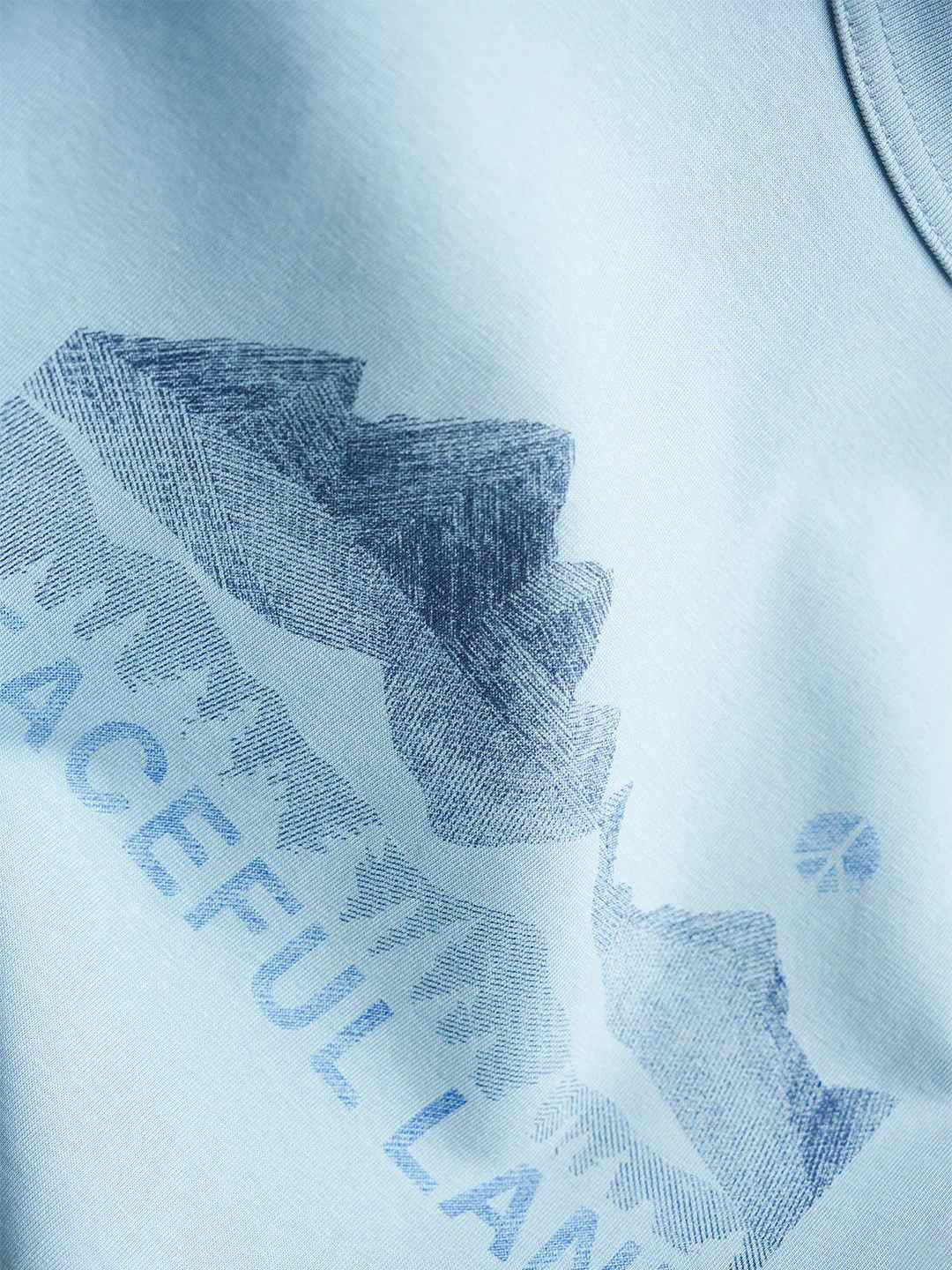
High Density Prints in Action




Why MENWILD for High Density Screen Printing on Extended-Size Menswear
Specialist 2XL–6XL Pattern Grading
Extended-size fit engineered for bigger bodies, not just scaled up. True big & tall proportions across every garment we print.
100-Piece MOQ Per Style
Launch capsule collections, test new designs and reduce inventory risk with flexible minimums starting from just 100 pieces per style and color.
7-Day Sample Turnaround
Fast sampling with high density prints lets you approve designs, test quality and go to market faster than competitors.
In-House Decoration & Printing
Complete control over high density screen printing, embroidery, DTG, DTF and sublimation — all under one roof for consistent quality.
28+ Years Manufacturing Experience
Since 1998, over 2,000 brands have trusted our Dongguan facility for big & tall menswear production and advanced decoration techniques.
OEM, ODM & Private Label
Flexible partnership from tech pack to finished product. We support your design or develop original collections tailored to your brand.
High Density Prints Across Our Full Big & Tall Menswear Range
From oversized tees to heavyweight hoodies, MENWILD applies bold, raised high-density prints to every category of big & tall menswear — manufactured in-house with specialist 2XL–6XL grading and low 100-piece MOQs.
T-Shirts & Oversized Tees
Independent designers and streetwear brands struggle to find custom t-shirt manufacturers who combine extended-size pattern grading with premium high-density prints that hold up through repeated wear and washing.
MENWILD produces cotton and jersey tees in true 2XL–6XL fits with crisp, raised high-density screen printing — bold logos, graphics and text that stay sharp, vibrant and tactile season after season.
Hoodies & Sweatshirts
Big & tall brands need custom hoodie manufacturers who deliver heavyweight fleece and French terry with durable, dimensional prints—but most suppliers either can't grade properly or lack in-house decoration capabilities.
Our cut-and-sew lines and screen-printing facility deliver oversized and extended-size hoodies with flawless high-density graphics — perfect for streetwear drops, team uniforms and branded collections from 100 pieces.
Polo Shirts & Dress Shirts
Retailers and wholesalers sourcing corporate or smart-casual polos and dress shirts in larger sizes often settle for basic embroidery, missing the bold branding impact of raised, textured prints.
MENWILD applies high-density screen printing to woven and pique polos and dress shirts in 2XL–6XL, adding striking chest logos, sleeve hits and back graphics that elevate workwear and uniform programs.
Jackets & Outerwear
Fashion brands launching outerwear collections face long lead times and high minimums when requesting custom high-density prints on technical fabrics, nylon shells or denim jackets in extended sizes.
With 28+ years of big & tall manufacturing, MENWILD produces jackets, bombers, windbreakers and denim in 2XL–6XL with high-density screen printing — fast sampling, flexible MOQs and full quality control under one roof.
Activewear & Performance Apparel
Plus-size activewear brands need moisture-wicking fabrics and stretch knits paired with durable, flexible high-density prints that won't crack or peel during movement, washing or high-intensity use.
Our performance knit sourcing and screen-printing expertise deliver gym tees, tank tops and athletic wear in extended sizes with high-density graphics engineered for stretch, breathability and long-lasting wear.
Premium Fabrics for High Density Printing on Big & Tall Menswear







High Density Screen Printing Techniques & Specialty Finishes





Specialty Finishes
Combine high-density with foil, discharge, or metallic effects for multi-dimensional designs. Enables complex layering, gradient textures, and custom finishes that elevate brand identity and create standout apparel collections.
Custom Trims & Finishing Options for High Density Screen Printing





Drawcords & Tipping
Flat, round, or elastic drawcords with metal, silicone, or branded plastic tips. Used in hoodies, joggers, and shorts to add functional detail and visual continuity with high density logos and graphics.
About MENWILD — 28 Years of Big & Tall Menswear Expertise
Founded in 1998 in Humen, Dongguan — the heart of China’s garment manufacturing hub — MENWILD has grown from a small family workshop into a full-service big & tall menswear manufacturer. With over 200 skilled employees and a monthly capacity exceeding 80,000 pieces, we’ve partnered with more than 2,000 fashion brands across the United States, Canada, Europe, Australia, Russia and the Middle East.
Our mission is simple: genuine fit for larger and taller men. Too many factories treat extended sizes as an afterthought, scaling patterns until proportions break. From 2XL to 6XL, we develop specialist pattern grading and fit refinement built specifically for bigger bodies — not just upsized templates. Every garment we manufacture, from oversized streetwear to tailored suits, is designed to actually fit.
High-density screen printing for apparel is one part of our complete one-stop manufacturing promise. Alongside cut-and-sew, knitting, embroidery, garment washing and finishing, our in-house decoration capabilities let brands launch bold, raised 3D designs on extended-size menswear — all under one roof, with MOQs from just 100 pieces and fast sampling to keep your product development moving.

High Density Screen Printing for Apparel — Precision, Durability & Bold Designs
Artwork Separation & Color Management Mastery
Our pre-press team transforms your designs into print-ready artwork with precision color separation, trap management and Pantone matching. Every high-density project starts with expert file prep to ensure crisp edges and consistent color across oversized streetwear and extended-size production runs.
- Multi-color artwork separated and trapped for perfect registration on oversized garments
- Pantone color matching and custom ink formulation for brand consistency
- Pre-production digital proofs and strike-offs before bulk printing begins
- File optimization for 2XL–6XL garment dimensions and print placement

Ink Height Precision & Tactile Control
High density plastisol inks are built up in controlled layers to achieve the exact raised profile your design demands. We calibrate ink viscosity, screen mesh and squeegee pressure to deliver uniform 3D relief that looks bold and feels premium on every piece.
- Controlled ink build-up from subtle relief to dramatic 3D puff effects
- Consistent tactile height across 100-piece low-MOQ runs and 10,000+ bulk orders
- Screen tension and mesh selection tuned for fine detail and sharp edges
- In-line quality checks monitor ink deposit and cure temperature throughout production
Durability Testing & Wash Fastness
Every high density print is cured at precise temperatures and tested for wash durability, flex resistance and color retention. Our quality control lab simulates real-world wear so your raised designs stay intact through dozens of commercial laundry cycles and years of use.
- Industrial wash testing to AATCC standards for colorfastness and adhesion
- Flex and stretch tests on knit fabrics, French terry and performance blends
- Cure verification with infrared thermometers to prevent under- or over-curing
- Sample garments provided pre-production for your own wear and wash trials

Design-to-Print Workflow & Fast Sampling
From your first sketch to finished sample, our streamlined workflow keeps high density screen printing projects moving. Tech pack development, screen preparation, sample printing and revisions happen in-house, cutting lead times and ensuring your vision translates perfectly to fabric.
- Tech pack creation and design consultation included at no extra cost
- Sample turnaround in 7–10 days with express options for urgent launches
- On-file pattern and screen records speed up re-orders and seasonal updates
- Dedicated account manager coordinates artwork, sampling and bulk production from start to finish
Why Choose MENWILD for High Density Printing on Big & Tall Menswear
MENWILD delivers what most apparel manufacturers overlook: true extended-size fit, flexible minimums, in-house decoration and fast sampling — all backed by 28+ years of big & tall manufacturing experience.
← 左右滑动查看 →
Our High Density Screen Printing Production Process
Six precision-controlled phases ensure every high-density print delivers bold raised texture, crisp detail and lasting durability across 2XL–6XL extended sizes.
Design & Artwork Separation
Our team reviews your artwork, separates colors for screen printing, and optimizes files for high-density ink buildup to ensure crisp raised edges and bold 3D detail.
Fabric Sourcing & Sampling
We source fabric from trusted mills, prepare sample garments in your size range, and test high-density ink adhesion to confirm compatibility before bulk production.
Screen Preparation & Ink Setup
Screens are burned to exact registration, high-density plastisol or specialty inks are mixed to match your Pantone colors, and viscosity is calibrated for optimal texture.
High-Density Printing & Curing
Multiple ink layers are printed to build raised dimension, then cured at controlled temperature and time to lock durability, elasticity and vibrant color across every garment.
Quality Inspection & Approval
Every piece is inspected for print height, color accuracy, edge definition and fabric integrity. Samples are photographed and shared for your final approval before shipping.
Packing & Global Shipping
Finished garments are folded, poly-bagged with custom labels and hang tags, then packed and shipped worldwide with full tracking and documentation for seamless delivery.
How to Partner With MENWILD for High Density Screen Printing for Apparel
From concept to finished garments, our streamlined process brings your high density printed designs to life in extended sizes 2XL–6XL with low MOQ from 100 pieces.
Submit Your Tech Pack or Design Brief
Share your design files, reference images or sketches along with sizing requirements. Our team reviews your high density screen printing specifications and confirms feasibility within 24 hours.
Receive Fabric Swatches & Sample Quote
We send fabric swatches from trusted mills and a detailed sample quote covering high density printing setup, garment construction and extended-size grading for 2XL–6XL.
Approve Samples in 7 Days
Review physical samples showcasing raised 3D high density prints, fit and finish. Request adjustments if needed; we refine until you’re satisfied before bulk production begins.
Finalize Bulk Specs & Production
Lock in order quantity, colorways and delivery timeline. Production starts with in-line quality control at every stage, ensuring consistent high density screen printing across your entire run.
Quality Check & Global Shipment
Final inspection confirms print durability, size accuracy and packaging. We handle export logistics and ship directly to your warehouse or fulfillment center worldwide.
Certifications & Quality Standards for High Density Screen Printing





Customer Success Stories — High Density Screen Printing for Apparel That Sold
We launched a 500-piece capsule collection in 3XL–5XL with high-density logo prints. The raised texture became our signature detail and the entire run sold out in just 6 weeks. MENWILD’s extended-size grading made the difference.
MENWILD reduced our sample lead time from 3 weeks to 7 days for high-density screen printing on oversized hoodies. That speed let us test 4 designs before committing to bulk, which accelerated our product launches by an entire quarter.
Our first 300-piece order with high-density puff prints on 2XL–4XL tees had zero quality issues. The raised logos held up through wash testing and customer feedback was overwhelmingly positive. We’ve since re-ordered 1,200 more pieces.
Frequently Asked Questions About High Density Screen Printing for Apparel
What is the minimum order quantity for high density screen printing for apparel at MENWILD?
How much do samples cost and how long does high density screen printing for apparel sampling take?
What are the bulk production lead times for high density screen printing for apparel orders?
What payment terms and methods does MENWILD accept for high density printed apparel?
Can MENWILD handle extended sizes and custom fits for high density screen printing for apparel?
How does MENWILD protect my designs and intellectual property during production?
Do you offer design support if I don’t have a finished tech pack for high density screen printing?
What fabrics work best with high density screen printing for apparel, and can I source custom materials?
How are high density printed garments shipped, and what are the logistics options?
The Complete Buyer’s Guide to High Density Screen Printing for Apparel
Navigate supplier selection, material choices, and quality benchmarks with confidence. This guide delivers a proven decision framework, essential supplier criteria, and the most common mistakes to avoid when sourcing high density screen printing for apparel.
1. What Is High Density Screen Printing for Apparel?
High density screen printing for apparel uses a specialized plastisol ink formulated to cure into a raised, tactile surface — typically 1–4 mm above the fabric — rather than the flat finish of standard screen printing. The ink is applied through coarser mesh screens (24–60 count) in multiple passes, building up a three-dimensional, embossed effect that mimics the look and feel of embroidery at a fraction of the cost and production time.
This technique delivers bold, sculptural graphics that catch light and invite touch, making it ideal for logos, wordmarks, athletic numbers and branded graphics on t-shirts, hoodies, sweatshirts, caps and jerseys. Unlike flat plastisol, which sits flush with the garment, high density printing creates a durable, rubberized layer that resists cracking through repeated wash cycles when properly cured.
Brands choose high density over standard screen printing when they want premium visual impact and tactile differentiation without the thread count, setup cost or weight of embroidery, and over heat transfer or DTG when durability and a distinct 3D profile are non-negotiable.
2. Evolution and History of High Density Screen Printing
High density screen printing for apparel emerged in the mid-1990s as sportswear and streetwear brands sought tactile, raised graphics that mimicked embroidery at lower cost. Early adopters used thickened plastisol inks pushed through coarse 60–86 thread-count mesh, achieving print heights of 2–4 mm that stood out on jerseys, team uniforms and urban fashion pieces.
By the early 2000s, ink chemists introduced silicone-hybrid and phthalate-free plastisol formulations that cured faster, resisted cracking on stretch fabrics and delivered sharper edge definition. Mesh suppliers refined monofilament polyester screens to balance ink deposit with fine detail, enabling logos and lettering down to 6 pt while maintaining the signature raised hand.
Premium menswear labels and athletic brands drove widespread adoption between 2005 and 2015, valuing durability through 50+ industrial wash cycles and the luxury perception of dimensional branding. Today high density screen printing remains essential for extended-size and fashion-forward apparel, where bold, tactile graphics communicate quality and where larger canvases — 2XL to 6XL garments — showcase raised prints without distortion.
3. Types of High Density Screen Printing for Apparel
High density screen printing for apparel divides into four main ink systems, each delivering distinct tactile effects and performance trade-offs. Build height, wash fastness, and substrate compatibility vary by chemistry, so choosing the right variant determines both brand aesthetic and production cost.
Standard High Density Plastisol
Standard high density plastisol uses PVC-based inks layered through multiple screen passes to reach 0.5–1.5 mm relief. Curing at 160–170 °C locks pigment and resin into a durable, opaque finish that survives 50+ industrial washes without cracking.
Ideal for bold logos on heavyweight fleece, hoodies and workwear where a crisp, raised edge reinforces brand identity. MENWILD applies this technique across 2XL–6XL tees and sweatshirts, maintaining uniform ink deposit on extended-size panels.
Puff Ink (Heat-Activated Expansion)
Puff inks contain thermally expanding microspheres that inflate under heat, achieving 2–4 mm height with a soft, foam-like hand. Cure temperatures of 150–160 °C activate expansion; over-curing collapses the structure.
Best suited to streetwear graphics, caps and lightweight jersey where dramatic texture outweighs maximum durability. Wash fastness reaches 30–40 cycles before gradual compression; avoid enzyme or stone wash.
Gel and 3D Ink
Gel inks deliver a glossy, semi-transparent dome at 0.3–0.8 mm, curing into a flexible polyurethane film. They adhere well to stretch fabrics and survive 40+ washes with minimal fade.
Popular for athletic jerseys, activewear and fashion details where shine and elasticity matter. MENWILD pairs gel prints with moisture-wicking performance knits in custom sportswear runs.
Hybrid Techniques: Foil and Flock

Hybrid methods layer high density plastisol as an adhesive base, then apply metallic foil or flocking fibers while tacky. Foil transfers yield mirror finishes; flock creates velvet texture at 0.5–1.0 mm.
Durability drops to 20–30 washes, so hybrids suit limited-edition capsules and influencer collaborations. MENWILD combines foil with embroidery on oversized hoodies for premium streetwear brands.
4. Materials and Fabrics Compatible with High Density Screen Printing for Apparel
High density screen printing for apparel demands stable, heavyweight substrates that can support thick ink deposits without distortion. Fabrics in the 180–300 GSM range provide the structure and surface tension needed for clean cures and long-lasting adhesion.
| Fabric Type | GSM Range | Suitability | Typical Use Case |
|---|---|---|---|
| 100% Cotton Jersey | 200–240 | Excellent | T-shirts, oversized tees |
| Cotton-Poly Blend | 180–220 | Very Good | Activewear, retail basics |
| French Terry / Fleece | 260–320 | Excellent | Hoodies, sweatshirts |
| Performance Knits | 200–260 | Good (pre-test) | Sportswear, athleisure |
Best Fabric Substrates for High Density Printing

100% ring-spun cotton jersey (200–240 GSM) remains the gold standard for high density plastisol inks, offering smooth surface tension and excellent ink bite. Cotton-poly blends (60/40, 50/50) in 180–220 GSM reduce shrinkage and improve wash durability while maintaining printability.
French terry and fleece (260–320 GSM) excel for oversized streetwear and hoodies, their dense loop structure anchoring raised prints without cracking. Performance knits (poly-spandex, moisture-wicking blends) above 200 GSM can carry high density prints if pre-tested for stretch recovery.
Fabrics to Avoid or Use with Caution
Delicate silks, satins and lightweight voiles (under 150 GSM) lack the structure to support thick ink layers and risk puckering or ink bleed. Ultra-stretch fabrics (>10% spandex) can cause print cracking when extended, limiting high density applications to low-flex zones only.
5. Customization and Decoration Options for High Density Screen Printing
High density screen printing for apparel offers extensive customization through color matching, multi-layer builds, hybrid decoration and strategic placement. Buyers can achieve precise brand identity by specifying Pantone references, stacking layers for dramatic relief, and combining techniques to balance cost, durability and visual impact.
| Decoration Method | Visual Impact | Relative Cost | Durability (washes) |
|---|---|---|---|
| High Density (single layer) | High relief, bold | Medium | 50+ |
| High Density (multi-layer) | Sculptural, premium | High | 50+ |
| High Density + Embroidery | Textured, layered | High | 60+ |
| High Density + Foil | Metallic shine, luxury | Very High | 30–40 |
Color Matching and Pantone Precision

Pantone matching ensures your high density print hits exact brand colors, critical for logos and wordmarks. Most factories mix plastisol inks to within ±5% of the specified PMS code, with opaque whites and vibrant spot colors most reliable.
Provide Pantone references in your tech pack; avoid RGB or CMYK conversions that shift hue under different lighting. MENWILD confirms color strike-offs on sample garments before bulk production.
Multi-Layer Builds for Extra Height

Stacking two or three passes of high density ink lifts relief to 3–5 mm, creating a sculptural, premium finish. Each layer cures separately, requiring precise registration to avoid ghosting.
Multi-layer builds increase setup time and ink cost by 40–60% but deliver unmatched tactile branding on hoodies, tees and caps.
Hybrid Decoration Techniques

Combining high density screen printing with embroidery, heat transfer or foil adds depth and texture. Common pairings include high density base + embroidered outline, or puff print + metallic foil accent.
Hybrid methods require sequential production steps and careful placement planning to avoid heat damage or thread interference, but they differentiate streetwear and premium collections.
Placement Zones and Design File Requirements

Standard placements — left chest (8–10 cm), full back (28–35 cm), sleeve (6–8 cm) — suit most menswear silhouettes. Oversized and big & tall fits may shift coordinates; confirm on size-graded samples.
Supply vector art (AI, EPS, PDF) with minimum 0.5 mm line weights and outlined fonts. Raster files cause jagged edges at high density thicknesses.
6. Key Quality Indicators in High Density Screen Printing for Apparel
High density screen printing for apparel quality hinges on measurable construction and process markers. Buyers must audit ink build consistency, edge definition, cure integrity and wash durability before approving bulk production. Tolerances separate professional output from amateur work.
Ink Build Consistency and Edge Definition

Uniform ink height across the print area — typically 1.5–3 mm above the fabric surface — ensures a professional 3D effect. Measure multiple points with a caliper; variation beyond 0.3 mm signals poor screen tension or uneven squeegee pressure.
Clean borders with no bleed or feathering indicate proper mesh count (typically 60–86 threads per inch for high density) and correct ink viscosity. Inspect edges under magnification; any ink creep beyond the design boundary will worsen after washing.
Cure Temperature, Time and Adhesion

Plastisol inks cure at 160–180 °C for 45–60 seconds in a conveyor dryer. Under-cured prints peel or crack after the first wash; over-curing scorches fabric and embrittles the ink film. Request cure-test data and perform a simple scratch test on samples: properly cured high density ink resists fingernail abrasion without flaking.
Wash and Abrasion Resistance Testing
AATCC Test Method 61-2A (colorfastness to laundering) and AATCC 8 (abrasion resistance) are industry benchmarks. High density prints should survive 50+ home washes at 40 °C with minimal color shift (Grade 4 or better) and no cracking. Audit pre-production samples through at least five wash cycles; any edge lift or surface crazing indicates formulation or cure problems that will multiply in bulk.
7. How to Choose a Manufacturer for High Density Screen Printing for Apparel
Selecting the right partner for high density screen printing for apparel requires verifying technical capabilities, quality systems and commercial flexibility. Ask targeted questions about equipment, samples, MOQ and certifications before signing any contract.
Verify Equipment and Technical Capability

Confirm the factory operates automatic carousel presses and infrared or conveyor curing ovens; manual presses rarely deliver consistent ink-deposit height. Ask for photos or a virtual tour of the print floor.
Request references for high-density projects on similar fabrics. Factories experienced in plastisol puff or silicone screen printing adapt more quickly to high-density formulations.
Request Sample Portfolios and Wash-Test Reports
A credible manufacturer provides physical samples showing edge definition, uniform height and color vibrancy. Request wash-test reports documenting ink adhesion and dimensional stability after 20–50 home laundry cycles.
MENWILD archives sample garments and keeps pattern files on record, ensuring consistent re-orders and faster turnaround for repeat clients.
Confirm MOQ Flexibility and Sampling Lead Times
High-density printing often carries higher setup costs; factories may quote 500–1,000 piece minimums. MENWILD starts at 100 pieces per style and color, enabling capsule launches and reduced inventory risk.
Sampling lead times typically range from 7 to 14 days. Clarify revision policies and any fees for color adjustments or artwork changes before approving bulk production.
Assess Pantone Matching and Certifications
Pantone color-proofing ensures brand consistency across re-orders. Request strike-off samples on your chosen fabric under daylight and artificial light.
For eco-conscious lines, verify OEKO-TEX Standard 100 or GOTS certification when using water-based or discharge inks. Certified factories document chemical compliance and traceability in every batch.
8. Common Mistakes Buyers Make When Sourcing High Density Screen Printing
High density screen printing for apparel demands more precision than standard plastisol runs, and buyers who overlook technical details often face costly re-orders or quality failures. Common errors include fabric mismatches, skipped wash testing, poor artwork preparation, and underestimating setup costs.
Choosing Fabrics Too Thin to Support Ink Weight

High-density ink builds 2–4 mm above the fabric surface, adding weight that lightweight jerseys below 160 GSM cannot support. The print may crack, peel, or distort the garment during wear.
MENWILD recommends 180–220 GSM cotton or cotton-poly jersey for tees, 280–320 GSM French terry for hoodies, and 240+ GSM fleece for sweatshirts to ensure dimensional stability and print longevity.
Skipping Wash Testing Before Bulk Orders
Many buyers approve samples based on appearance alone, then discover cracking or color fade after the first wash. Plastisol and water-based inks cure at different temperatures — typically 160–180 °C — and under-cured prints fail quickly.
Always request a washed sample and specify AATCC or ISO wash-test standards before committing to production.
Providing Raster or Low-Resolution Artwork
High-density screens require vector files — AI, EPS, or PDF with outlined fonts — to hold crisp edges at build heights above 1 mm. Raster images (JPEG, PNG) pixelate when scaled and cannot be separated cleanly into Pantone or spot-color layers.
MENWILD’s design team can vectorize artwork for a setup fee, but delays and color-match errors increase when buyers submit low-resolution files.
Underestimating Setup Costs for Layered Designs
Each color in high density screen printing for apparel requires a dedicated screen, emulsion coat, and registration pass. Multi-color or puff-over-base designs may need three or more screens, raising setup fees from $30–50 per color to $150+ per style.
Buyers who budget only for single-color prints face surprise costs when adding gradients, outlines, or layered effects mid-project.
9. Steps to Launch Your Brand with High Density Screen Printing
Launching a brand with high density screen printing for apparel requires a clear, step-by-step workflow. From design preparation through sampling, production approval and final shipment, each stage ensures your prints meet quality standards and your brand launches on schedule.
Design Preparation and Artwork Specification
Define your brand aesthetic and prepare vector artwork in Adobe Illustrator or EPS format. Specify Pantone colors for each ink layer and confirm placement, size and print area on tech packs.
MENWILD’s design team can convert sketches or photos into production-ready files, grading artwork across 2XL–6XL size sets to maintain proportion on extended-size garments.
Strike-Off Sampling and Evaluation
Request strike-off samples to evaluate ink height, edge definition and color accuracy before bulk production. MENWILD provides samples on your chosen fabric and garment style, allowing you to assess hand-feel, wash durability and fit.
Approve or request revisions within one round to lock final specifications and move into pre-production.
Production Approval and Quality Checkpoints
Approve pre-production samples, then schedule inline quality control at 20%, 50% and final inspection. MENWILD maintains pattern and grading files on record, ensuring consistency across re-orders.
MOQ starts at 100 pieces per style and color, with deposit terms from 100% on first orders down to 30% for long-term partners, balance due before shipment.
10. Pricing and Cost Breakdown for High Density Screen Printing
Setup fees for high density screen printing typically range from $25 to $75 per screen, covering film output, mesh preparation and emulsion work. Each ink color requires one screen, so a three-color design incurs $75–$225 in one-time setup costs that amortize across the order quantity.
Per-unit print costs drop sharply with volume. A 100-piece run may cost $3.50–$5.00 per garment for a two-color high-density print, while 500 units bring that down to $1.80–$2.50 and orders above 1,000 pieces often reach $1.20–$1.80 per unit. Specialty inks — puff, metallic, glow-in-the-dark or silicone — add $0.30–$0.80 per color per garment, and each additional print layer beyond two colors typically adds $0.40–$0.60.
Lead times vary by urgency. Standard production runs 7–10 business days after approval; rush service (3–5 days) carries a 20–30 percent surcharge. MENWILD’s 100-piece MOQ and transparent tier pricing let brands test high-density designs without overcommitting inventory or budget.
| Order Quantity | Per-Unit Print Cost | Setup Cost (2 colors) | Standard Lead Time |
|---|---|---|---|
| 50–99 units | $4.00–$5.50 | $50–$150 | 10–12 days |
| 100–249 units | $3.00–$4.50 | $50–$150 | 8–10 days |
| 250–499 units | $2.20–$3.00 | $50–$150 | 7–9 days |
| 500–999 units | $1.80–$2.50 | $50–$150 | 7–9 days |
| 1,000+ units | $1.20–$1.80 | $50–$150 | 7–10 days |
Ready for High Density Screen Printing for Apparel? Start Sampling Today
100-piece MOQ, 7-day sampling, and 28+ years of big & tall expertise. Get your quote and see what raised 3D prints can do.