Plastisol Screen Printing for Apparel — Extended Sizes, 100-Piece MOQ
Professional plastisol screen printing for apparel in 2XL–6XL. Low minimums, fast samples, and 28+ years manufacturing big & tall menswear in Dongguan, China.
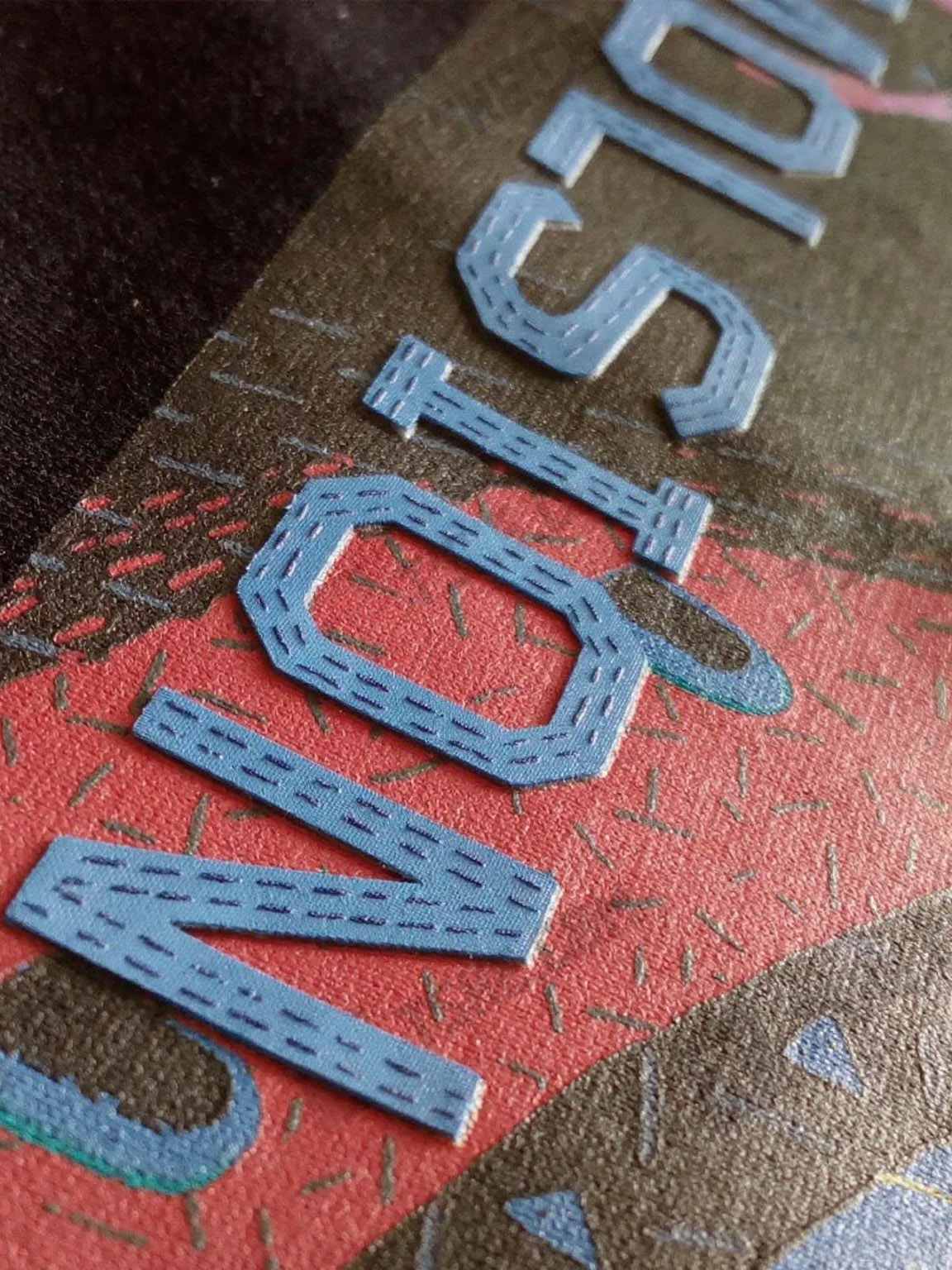
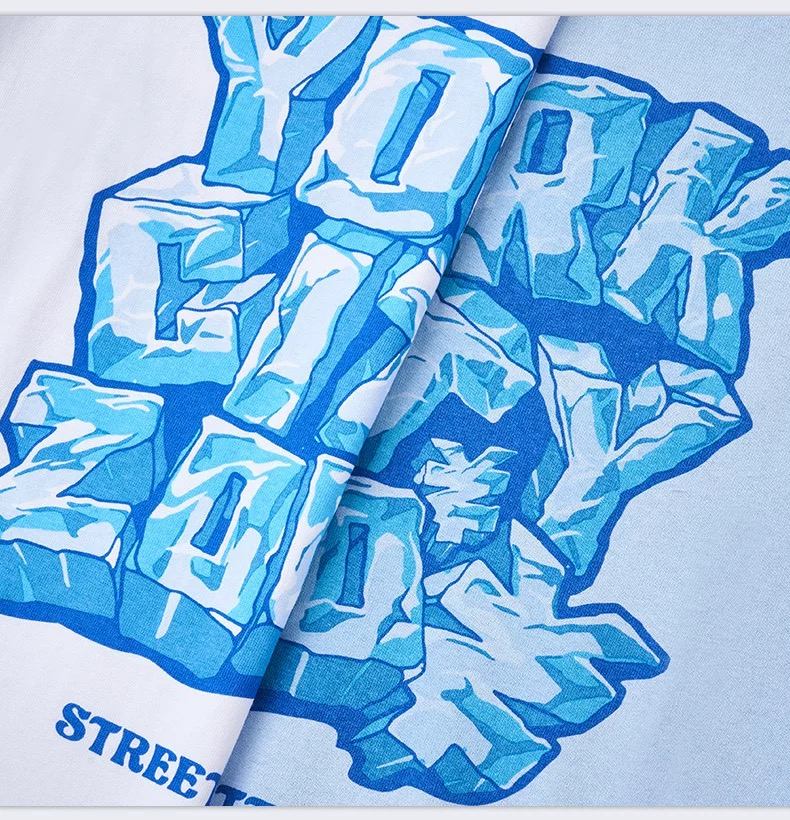
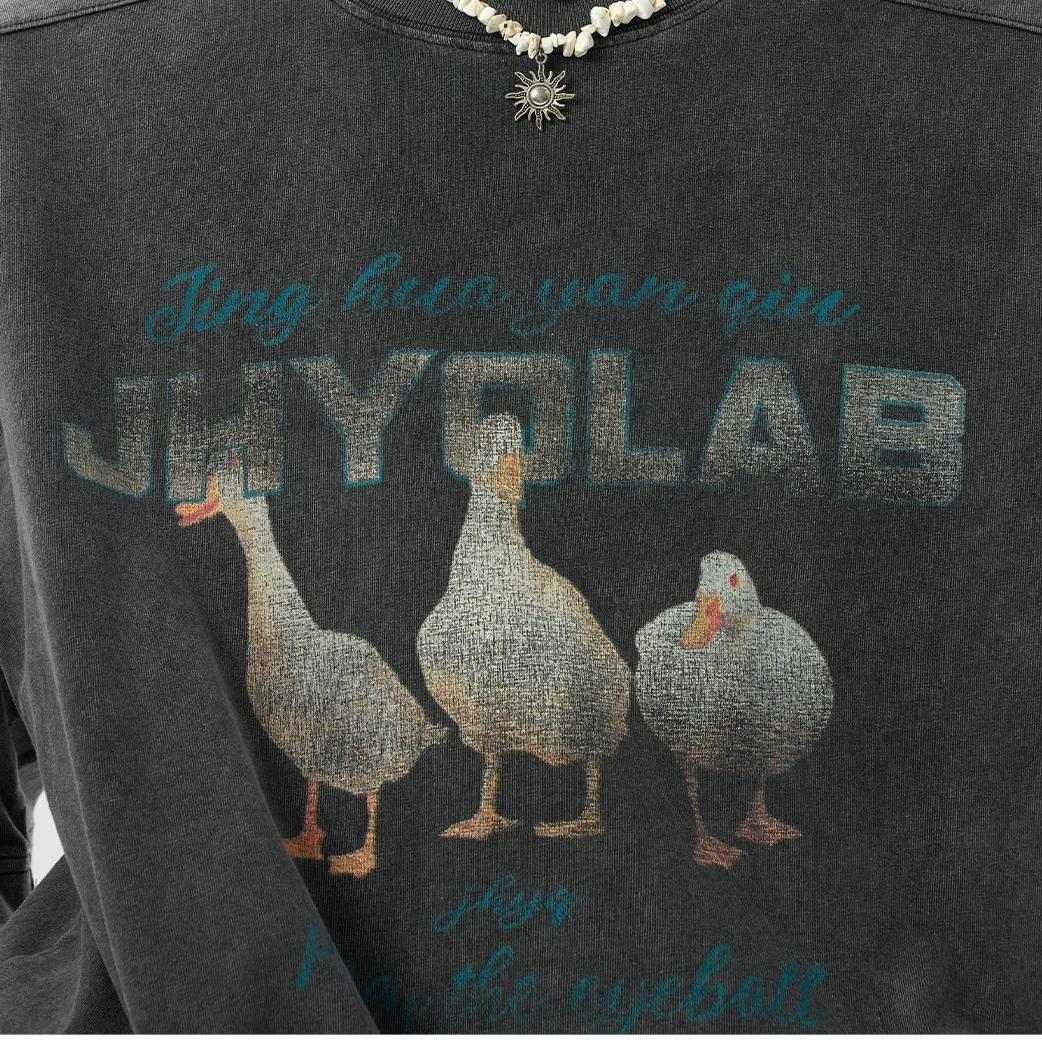
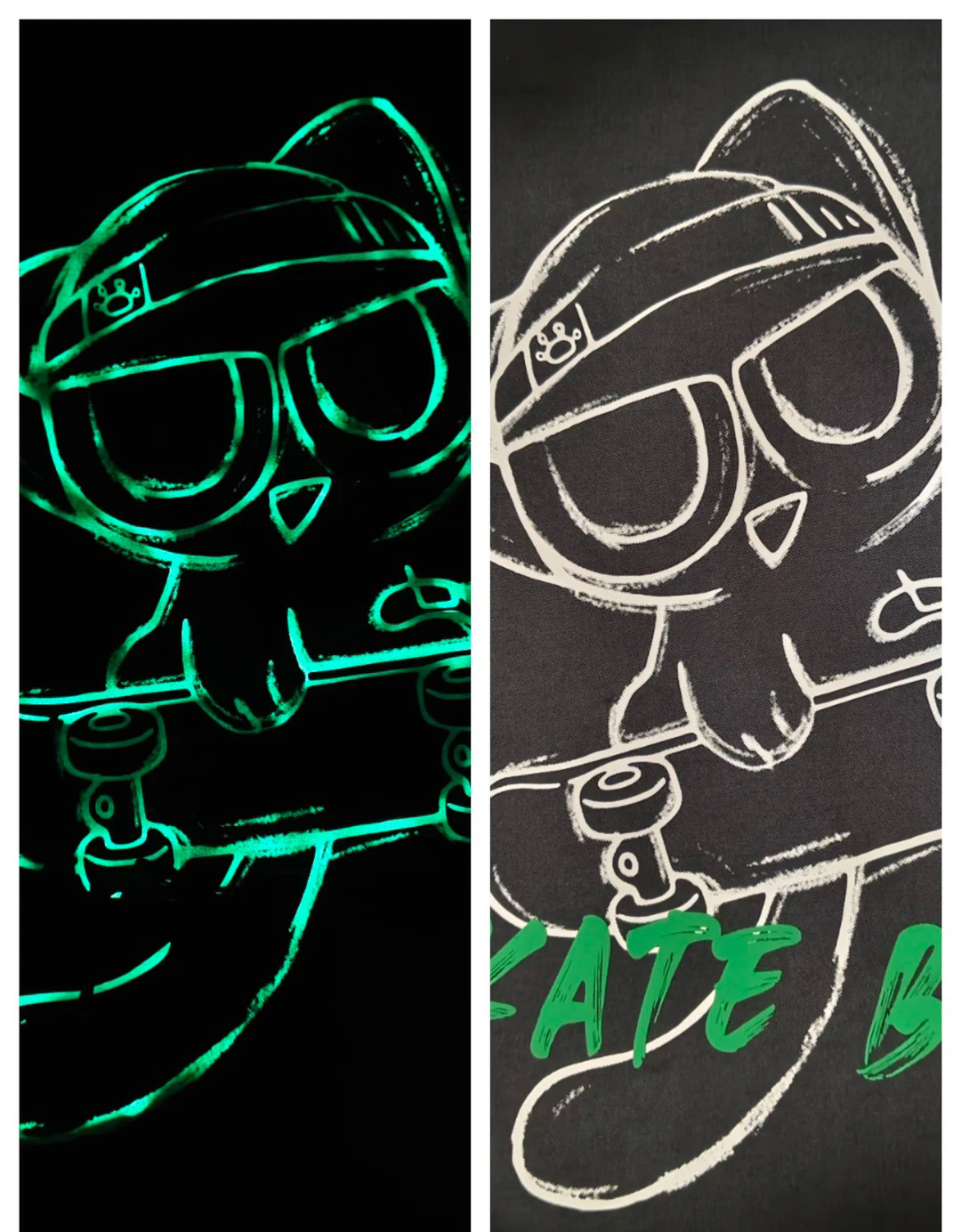
Plastisol Prints in Action





Why Plastisol Screen Printing for Apparel Delivers
Built to Last
Plastisol ink bonds deep into fabric fibers, withstanding hundreds of washes without cracking, fading or peeling on big & tall garments.
Vibrant on Dark Fabrics
Opaque, high-pigment plastisol sits on top of fabric, delivering bold, saturated colors on black, navy and dark extended-size menswear.
Fast Turnaround, No Downtime
Plastisol never dries in the screen, eliminating clogs and delays. We run high-volume orders faster with zero mid-run interruptions.
Low Cost at Scale
Screen setup is reusable across re-orders. Once your design is locked, plastisol screen printing cuts per-piece decoration cost significantly.
Specialty Finishes Available
Add puff, high-density, foil, flocking, silicone and discharge plastisol techniques for texture, dimension and premium streetwear appeal.
28+ Years of Printing Expertise
MENWILD’s in-house screen printing team has decorated over two million garments, mastering color matching, registration and 2XL–6XL placement.
Plastisol Screen Printing for Apparel — Real-World Use Cases
MENWILD offers full in-house decoration — plastisol screen printing, embroidery, DTG, DTF and sublimation — on custom t-shirts, hoodies and extended-size menswear, starting from just 100 pieces.
Bold Brand Logos on Tees
Startup streetwear brands need vibrant, durable chest and back prints that survive repeated washing and hold color on dark fabrics, without minimum-order barriers that lock up cash.
Plastisol screen printing delivers opaque, long-lasting graphics on cotton and blends from 100 pieces per colorway, with fast sampling and specialist 2XL–6XL grading for true big & tall fit.
Premium Embroidered Polos & Hoodies
Corporate and wholesale buyers require clean, professional embroidery — flat, 3D puff, appliqué or chain-stitch — that elevates perceived quality and justifies higher retail price points.
MENWILD's in-house embroidery team produces crisp logos, custom patches and intricate designs with tight registration, backed by 28+ years of craftsmanship and full quality control before shipment.
Full-Color Photographic Prints
Designers launching capsule collections or influencer merch need complex, full-color artwork — gradients, photos, fine detail — that plastisol alone cannot reproduce at low minimums.
DTG and DTF printing unlock unlimited colors and photorealistic detail on light and dark garments, with no screen setup, faster turnaround and the same 100-piece MOQ flexibility.
High-Density & Textured Effects
Fashion-forward brands want raised, tactile prints — puff, high-density plastisol, flocking, silicone or foil — to differentiate products and command premium positioning in competitive markets.
MENWILD's plastisol screen printing for apparel includes specialty techniques and custom finishes, all tested on extended-size samples so you see and feel the final product before bulk production.
All-Over & Sublimation Activewear
Activewear and athleisure brands need seamless, edge-to-edge graphics on performance fabrics — polyester, moisture-wicking knits — where traditional screen printing cracks or fades under stretch.
Dye sublimation delivers vibrant, permanent, full-garment prints that move with the fabric, ideal for jerseys, leggings and technical tees, with low MOQ and in-house knitting capability.
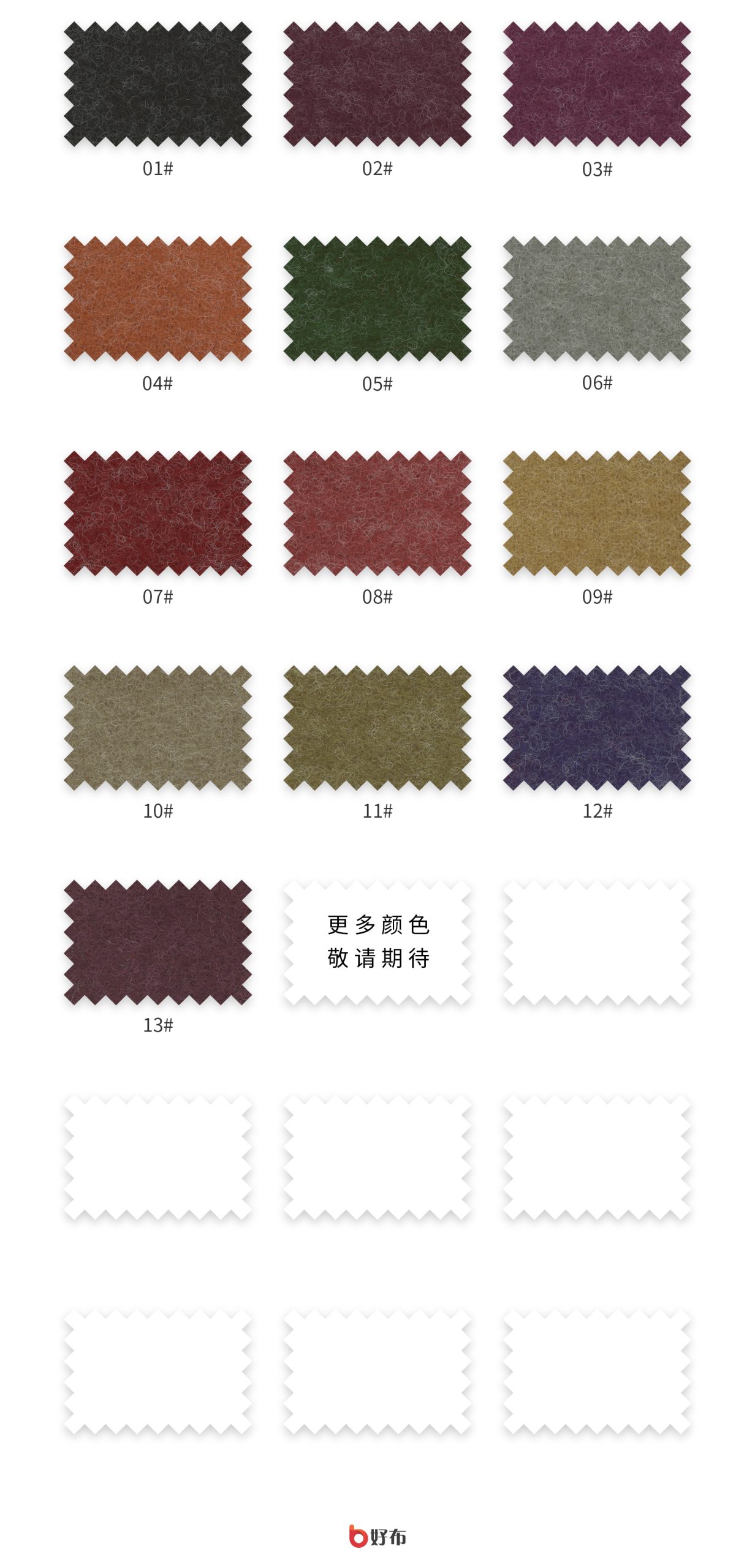
Fabrics We Plastisol Screen Print On





Plastisol Screen Printing for Apparel — Techniques & Finishes






Custom Trims & Finishing Options for Plastisol Screen Printing



Drawcords & Tipping
Custom drawcords in flat, round or rope styles with metal, plastic or silicone aglets. Available in any Pantone color to match or contrast your plastisol screen printing for hoodies and joggers.



About MENWILD — 28 Years of Big & Tall Menswear Manufacturing
Founded in 1998 in Humen, Dongguan — the heart of China’s garment manufacturing industry — MENWILD has grown from a small family cut-and-sew workshop into a full-service OEM, ODM and private label manufacturer specializing in big & tall and plus-size menswear. Today, over 200 skilled employees and a monthly capacity exceeding 80,000 pieces serve more than 2,000 fashion brands worldwide.
What sets MENWILD apart from generic screen printers is our fit-first philosophy. Big and tall garments are not simply scaled-up versions of standard sizes. From 2XL to 6XL, we develop specialist pattern grading and fit refinement built specifically for larger and taller men — ensuring plastisol screen printing for apparel lands exactly where it should, on garments that actually fit.
With 28+ years of extended-size expertise, full in-house decoration including plastisol, water-based, puff, discharge, DTG and DTF printing, embroidery, garment washing and finishing, plus flexible MOQs starting from just 100 pieces per style and color, MENWILD partners with wholesale big and tall clothing brands, custom hoodie manufacturers and private label menswear clients at every stage — from first sample to scalable production.

Our Plastisol Screen Printing for Apparel Capability
Industrial-Grade Equipment & Ink Systems
MENWILD runs dedicated automatic and manual screen-printing lines calibrated for plastisol on jersey, fleece, woven and performance fabrics. Our ink mixing stations ensure batch consistency across every garment in your 100-piece or 10,000-piece run.
- Automatic carousel presses for high-volume runs and multi-color registration
- Manual stations for sampling, small batches and specialty effects
- In-house plastisol ink formulation and Pantone matching
- Flash-cure and conveyor-dryer tunnels for proper curing and durability
Vibrant Color Precision on Any Fabric
Plastisol delivers opaque, vibrant prints on dark tees, hoodies and workwear where water-based inks fade. We test every color on your chosen fabric — cotton, poly-blend, fleece or denim — before sampling, so you see exactly what your customers will receive.
- Pantone and custom color matching with swatches provided
- Opaque coverage on black, navy and dark garments without under-basing
- Bright, saturated prints on light and pastel fabrics
- Pre-production strike-offs to confirm color accuracy

Wash Testing & Long-Term Durability
Every plastisol print undergoes wash testing to ISO and AATCC standards. We simulate 20, 50 and 100 home-laundry cycles, measuring crack resistance, color fastness and adhesion so your brand ships garments that last season after season.
- ISO and AATCC wash-fastness testing on every production lot
- Stretch and flex testing for activewear and oversized streetwear
- Crack-resistance validation for high-density and puff plastisol
- Full lab reports available on request for quality assurance

Fast Sampling & Production Turnaround
From approved artwork to physical sample in your hands, MENWILD delivers plastisol screen-printed samples in 7–10 days. Bulk production runs ship within 25–35 days, with patterns and screens kept on file to speed every re-order.
- 7–10 day sampling for plastisol prints on any garment style
- 25–35 day bulk production from deposit to shipment
- Screens and color formulas archived for instant re-orders
- Low 100-piece MOQ per style and colorway to test markets fast

Why MENWILD Plastisol Screen Printing for Apparel Beats Generic Decorators
Most screen printers offer decoration only. MENWILD delivers end-to-end manufacturing with specialist big & tall fit, flexible MOQs, and in-house plastisol printing — all under one roof in Dongguan.
← 左右滑动查看 →
Our Plastisol Screen Printing for Apparel Process
From tech pack to finished garment, MENWILD’s streamlined six-phase workflow delivers consistent plastisol screen printing for apparel with fast sampling, in-line quality control and reliable export logistics — all backed by 28+ years of big & tall manufacturing experience.
Tech Pack & Design Intake
Submit your tech pack, artwork or concept. Our team reviews print placement, color counts and fabric compatibility to ensure your plastisol design is production-ready.
Fabric Sourcing & Sampling
We source fabric from trusted mills, send swatches for approval, then produce sample garments with plastisol test prints in your chosen colors and finishes.
Screen Prep & Test Prints
Screens are burned, plastisol inks mixed to match your Pantone or PMS colors, and test prints run to confirm opacity, hand-feel and registration before bulk production.
Bulk Production & In-Line QC
Cut-and-sew and plastisol screen printing run in parallel. Every garment passes in-line quality checks for print alignment, ink cure, fabric integrity and sizing accuracy.
Finishing, Washing & Packaging
Garments receive optional garment wash, softening or distressing, then custom labels, hang tags and poly-bag or carton packaging tailored to your brand specifications.
Export Logistics & Delivery
We coordinate sea, air or express freight, handle customs documentation and ship to your warehouse or fulfillment center with full tracking and on-time delivery.
How to Start Your Plastisol Screen Printing for Apparel Order
From concept to finished garment, MENWILD makes plastisol screen printing straightforward — with flexible 100-piece MOQs, fast sampling and transparent communication at every step.
Submit Your Design or Tech Pack
Share your artwork, tech pack or concept. Our team reviews your design, recommends the best plastisol print technique and confirms fabric compatibility within 24 hours.
Receive Quote and Sample Approval
Get a detailed quote with pricing, MOQ from 100 pieces and timeline. Approve a physical sample to confirm print quality, placement and garment fit before bulk production.
Approve Bulk Production Start
Once you confirm the sample, we lock in your order, finalize graded size sets and schedule your run with clear milestones and production updates.
Production and In-Line Quality Control
Your garments are cut, sewn, screen printed with plastisol ink and inspected at every stage. We maintain strict quality checks across printing, curing and finishing.
Final Inspection and Global Shipment
After final QC, garments are packed with your custom labels and tags, then shipped worldwide. You receive tracking and all export documentation promptly.
Certifications & Quality Standards for Plastisol Screen Printing for Apparel





What Our Clients Say About Plastisol Screen Printing for Apparel
MENWILD’s plastisol screen printing quality is outstanding. We launched 5 new graphic tees in 3XL–5XL in just 8 weeks with their 100-piece MOQ. The prints are vibrant, durable, and the big & tall fit is spot-on every time.
Switching to MENWILD reduced our sample lead time by 50%. Their plastisol puff and high-density prints hold up perfectly on heavyweight fleece, and the 2XL–6XL grading finally fits our customers properly. We’ve reordered four times this year.
We needed plastisol screen printing on oversized hoodies with a 200-piece test run. MENWILD delivered flawless samples in 10 days, nailed the color match, and the prints survived 30+ washes without cracking. Best partner we’ve found in China.
Plastisol Screen Printing for Apparel — FAQs
What is the minimum order quantity for plastisol screen printing for apparel at MENWILD?
How long does sampling take for plastisol screen printing for apparel?
Do you charge for plastisol screen printing samples?
What fabrics are compatible with plastisol screen printing for apparel?
Can you match Pantone or custom brand colors in plastisol screen printing?
How durable is plastisol screen printing on menswear?
What payment terms do you offer for plastisol printing orders?
Do you protect my designs and artwork during plastisol screen printing production?
What shipping options are available for plastisol-printed apparel orders?
The Complete Buyer’s Guide to Plastisol Screen Printing for Apparel
100-piece MOQ, 7-day samples, and 28 years of big & tall manufacturing expertise. Get your custom quote today and bring your designs to life with a trusted OEM apparel manufacturer.
1. What Is Plastisol Screen Printing for Apparel?
Plastisol screen printing for apparel uses polyvinyl chloride (PVC) resin suspended in a plasticizer to create ink that remains wet until heat-cured at 160–180 °C (320–356 °F). Unlike water-based inks that air-dry through evaporation, plastisol never dries on the screen, allowing printers to hold setups for days and achieve consistent color across thousands of pieces. This chemistry makes it the dominant decoration method for t-shirts, hoodies, sweatshirts and activewear worldwide.
Plastisol delivers opaque, vibrant prints on both light and dark fabrics without bleeding, and cured prints withstand 50+ industrial wash cycles without cracking when properly formulated. Water-based inks soak into fibers for a soft hand but require faster press speeds and offer less opacity on dark grounds; discharge inks remove garment dye to print light designs on dark fabric but work only on 100 % cotton. Plastisol’s durability, color intensity and tolerance for high-volume production keep it the industry standard for brands prioritizing vivid graphics and reliable washfastness at scale.
2. Evolution and History of Plastisol Screen Printing
Plastisol ink entered commercial apparel decoration in the early 1960s, replacing oil-based inks with a PVC resin formula that cured under heat rather than air-drying. By the 1970s it had become the industry standard for T-shirt printing because it delivered vibrant opacity on dark fabrics, required no drying time between colors, and held up through repeated washing.
Through the 1980s and 1990s formulation advances introduced specialty effects — puff inks that expanded under heat, metallics, glitter and high-density variants — turning screen printing into a creative tool for streetwear and fashion brands. At the same time, environmental and health concerns around phthalate plasticizers drove reformulation, and by the mid-2000s most reputable suppliers had shifted to phthalate-free and low-migration plastisol chemistry.
Today plastisol screen printing for apparel balances heritage reliability with modern performance. Factories like MENWILD offer the full spectrum — standard plastisol, water-based, discharge, puff, foil, flocking, silicone and high-density — meeting both classic wholesale decoration and contemporary design demands across extended-size menswear.
3. Types of Plastisol Screen Printing for Apparel
Plastisol screen printing for apparel splits into six core techniques, each delivering distinct visual effects, durability profiles and cost structures. Matching the right method to your design intent — whether bold logos, photographic graphics or tactile finishes — determines both shelf appeal and unit economics at scale.
Standard Spot-Color Plastisol

Spot-color plastisol lays down opaque, solid ink films in one to six Pantone-matched colors. Each color requires a separate screen, making setup cost-effective for logos, text and vector artwork. MENWILD runs spot-color jobs from 100 pieces per style, with per-screen setup fees typically $15–30.
Durability exceeds 50 industrial washes when properly cured. Ink sits atop fabric rather than soaking in, delivering vivid opacity on dark garments without underbase layers.
High-Density and Puff Plastisol
High-density plastisol builds raised, three-dimensional prints up to 2 mm thick, creating tactile logos and lettering. Puff ink expands during curing, yielding a softer, foam-like texture popular in streetwear and athletic branding. Both add 20–40% to ink and screen costs versus standard plastisol but command premium retail positioning.
Metallic, Glitter and Specialty Finishes

Metallic inks embed reflective particles for gold, silver and chrome effects; glitter plastisol suspends polyester flakes for sparkle. Suede plastisol mimics soft-touch velvet, while crackle formulas intentionally fracture during cure for vintage distress. Specialty inks typically double base ink cost and require dedicated screens to prevent contamination.
4. Materials and Fabrics Compatible with Plastisol Screen Printing for Apparel
Plastisol ink performs differently across fabric types, weights and weaves. Compatibility depends on fiber content, GSM and stretch properties—factors that directly affect ink adhesion, opacity and long-term durability.
- 100% cotton offers the best ink bond and softest hand; ideal for extended-size tees and basics.
- Cotton-poly blends (50/50 or 60/40) balance durability and cost; widely used for hoodies and polos.
- Heavier fleece (280+ GSM) requires higher cure temperatures but delivers excellent opacity and wash durability.
- Polyester and performance knits need lower cure temps to prevent dye migration; test samples first.
- Stretch fabrics may show micro-cracking after repeated wear; puff or high-density plastisol reduces this risk.
- Dark substrates demand opaque white underbase; light fabrics allow single-hit color prints with lower ink deposit.
| Fabric Type | GSM Range | Plastisol Compatibility | Typical Garment Categories |
|---|---|---|---|
| 100% Cotton | 160–240 | Excellent | T-shirts, tees, basics |
| Cotton-Poly Blend | 150–220 | Excellent | Polos, hoodies, activewear |
| Fleece / French Terry | 280–360 | Excellent | Sweatshirts, hoodies, joggers |
| 100% Polyester | 140–200 | Good | Performance tees, jerseys |
| Performance Knits (stretch) | 180–250 | Fair to Good | Activewear, athletic apparel |
5. Customization and Decoration Options for Plastisol Screen Printing
Plastisol screen printing for apparel supports deep customization — from Pantone-matched brand colors to multi-location layouts and layered dimensional effects. Understanding artwork requirements and decoration combinations lets buyers balance visual impact, setup costs and production timelines.
| Method | Cost per Piece | Wash Durability | Color Vibrancy |
|---|---|---|---|
| Plastisol screen printing | Low (volume) | 50+ washes | Excellent opacity |
| Water-based screen printing | Low (volume) | 30–40 washes | Soft hand, muted |
| DTG (direct-to-garment) | Higher (low-MOQ) | 20–30 washes | Photo-realistic |
Pantone Matching and Multi-Location Printing

Pantone color matching ensures brand consistency across production runs, critical for logos and corporate identity. Multi-location printing — chest, left sleeve, back yoke, hem — adds storytelling depth without requiring separate decoration methods.
MENWILD supports up to six print locations per garment, with each additional position adding roughly 1–2 days to sampling and modest per-piece costs during bulk runs.
Layering Inks and Special Effects
High-density plastisol, puff and foil inks layer to create raised logos and metallic accents. Glow-in-the-dark and reflective plastisol inks meet safety-wear and streetwear demand, curing at standard 160–170 °C without additional equipment.
Each specialty ink requires a dedicated screen, increasing setup cost by 15–25 percent but delivering effects unmatched by digital methods.
Combining Plastisol with Embroidery and Appliqué

Hybrid decoration pairs plastisol’s vibrant coverage with embroidery’s texture or appliqué’s fabric dimension. Common combinations include screen-printed back graphics with embroidered chest logos, or appliqué sleeves with plastisol underbases.
MENWILD coordinates both in-house, eliminating hand-off delays and ensuring alignment across all decoration zones.
Artwork Requirements and Design Complexity
Vector artwork (AI, EPS, PDF) ensures clean separations; raster files at 300 DPI minimum work for simpler designs. Each ink color requires one screen, so a four-color gradient costs more and takes longer than a single solid print.
Complex artwork with gradients or fine detail adds 2–3 days to screen preparation and raises setup fees by 20–40 percent compared to one- or two-color designs.
6. Key Quality Elements in Plastisol Screen Printing for Apparel
Professional plastisol screen printing for apparel depends on five measurable quality benchmarks. Evaluating these factors before bulk production prevents costly wash failures, color shifts and customer returns.
Ink Opacity and Coverage
Plastisol inks should deliver full opacity in one to two passes, even on dark fabrics. White ink on black cotton requires minimum 80% opacity at a single stroke; under-deposited prints show fabric weave through the design. Coverage consistency across a production run is non-negotiable for brand integrity.
Registration Accuracy

Multi-color designs demand registration tolerance within ±0.5 mm. Off-register prints show color halos or gaps between layers. MENWILD’s automatic presses maintain alignment across 80,000-piece monthly runs, eliminating manual drift common in low-volume shops.
Curing Standards and Colorfastness
Properly cured plastisol reaches 320°F for 60 seconds minimum, forming a permanent polymer bond. Under-cured ink cracks after five washes; over-cured prints scorch fabric. Industry-standard colorfastness testing requires no visible fade or cracking after 50 home-laundry cycles at 140°F.
7. How to Choose a Plastisol Screen Printing Manufacturer
Selecting a plastisol screen printing partner requires evaluating technical capability, flexibility and communication infrastructure. The right manufacturer balances production scale with agility, certifications with practical lead times, and in-house control with transparent processes.
Production Capacity and MOQ Flexibility
Ask whether minimum order quantities align with your launch or reorder volume. Factories offering 100-piece MOQs per style/color enable capsule collections and inventory testing, while high-volume operations may lock brands into 1,000+ units. Monthly capacity above 80,000 pieces signals stable workflows and scalable re-orders without bottlenecks.
In-House Screen Room Versus Outsourced Printing
In-house screen preparation and printing ensure tighter quality control, faster sampling and consistent color matching across runs. Outsourced decoration adds handoff delays and variability. Request facility photos or video walkthroughs to verify on-site mesh stretching, exposure and curing equipment.
Quality Certifications and Ink Safety
Confirm Oeko-Tex Standard 100 certification and phthalate-free plastisol formulations, especially for children’s apparel or EU/US retail compliance. Ask for ink data sheets and wash-test reports. Certified inks reduce liability and meet brand sustainability commitments without compromising opacity or durability.
Sample Turnaround and Artwork Support
Sample lead times of 7–10 days separate agile partners from slow pipelines. Inquire whether the factory digitizes artwork, creates color separations and provides strike-offs before bulk production. Design teams that translate sketches or reference images into production-ready files save weeks and reduce revision cycles.
8. Common Mistakes Buyers Make with Plastisol Screen Printing
Even experienced buyers stumble over plastisol screen printing for apparel when technical details are overlooked. Five common mistakes — artwork resolution, cost structure, ink hand-feel, wash durability and color specification — account for most reprints, launch delays and brand-reputation damage.
Submitting Low-Resolution or Raster Artwork
Raster files (JPEG, PNG) pixelate when scaled, causing jagged edges and blurred detail. Vector artwork (AI, EPS, PDF) scales infinitely without loss.
Supply artwork at 300 dpi minimum for raster elements, or full vector for logos and type. Pixelated prints cannot be fixed after screens are burned; reprints cost setup fees again and delay launches by 7–14 days.
Underestimating Setup and Screen Fees for Small Runs
Each color requires one screen, typically $15–$50 per screen. A four-color design on a 100-piece run adds $0.60–$2.00 per garment in setup alone.
Budget setup separately from per-piece print cost. For runs under 200 pieces, consider reducing color count or switching to DTG to preserve margin.
Ignoring Ink Hand-Feel on Premium Garments
Standard plastisol sits heavy on lightweight jersey and premium ring-spun cotton, alienating customers who expect soft-hand finishes.
Request low-bleed or soft-hand plastisol for garments under 180 GSM. Approve a strike-off sample on your exact fabric before bulk; ink hand varies by mesh count and cure temperature.
Skipping Wash Tests Before Bulk Orders

Ink adhesion failures surface after 3–5 home washes, not in pre-ship inspection. Cracking, peeling and fading trigger returns and destroy brand trust.
Demand a laundered sample through five wash-dry cycles at 40°C before approving production. MENWILD includes wash testing in pre-production to confirm cure and adhesion standards.
Failing to Specify Pantone Colors

Describing colors as ‘navy’ or ‘red’ invites mismatched prints; Pantone Solid Coated references ensure global consistency.
Provide exact Pantone codes (e.g. PMS 289 C) in your tech pack and request a color strike-off. Write color-match tolerance into your purchase agreement to hold manufacturers accountable for shade variance.
9. Steps to Launch Your Apparel Brand with Plastisol Screen Printing
Launching an apparel line with plastisol screen printing for apparel demands a structured process that balances creative vision with production realities. Each milestone — from artwork lock to final shipment — carries both a timeline and a budget checkpoint that protects cash flow and ensures on-time delivery.
Define Design and Lock Color Palette
Finalize your graphic, colorways and placement before requesting quotes. Plastisol screen printing charges per screen, so a four-color design costs more than a two-color print.
Convert artwork to vector format and assign spot Pantone references for each ink. Limit your palette to three or four colors in the first collection to control setup fees and simplify inventory.
Source Blank Garments and Confirm Fit
Select fabric weight, construction and fit tier before sampling. Ring-spun cotton tees in 180–200 GSM deliver better hand-feel than open-end blanks, and true big & tall grading from 2XL to 6XL prevents fit complaints.
Request physical swatches and a fit sample in your target size to verify rise, sleeve length and shoulder proportions before committing to bulk yardage.
Approve Strike-Offs and Place Bulk Order
A strike-off is your proof print on the actual fabric and garment style. Compare ink opacity, registration and cure quality under natural light before signing off.
Once approved, confirm deposit terms — typically 100% for first orders, stepping to 30% for repeat partners — and lock production slots. Lead time averages three to four weeks for bulk plastisol runs.
10. Pricing and Cost Factors for Plastisol Screen Printing for Apparel
Plastisol screen printing costs break into three components: screen setup (typically $15–$45 per color), per-garment print fee ($0.50–$3.50 depending on color count and ink type), and the blank garment itself ($2–$12 for basic tees through heavyweight hoodies). A single-location, one-color print on 500 cotton tees might land at $4.80 per piece all-in, while a three-color chest print plus sleeve hit on 100 heavyweight hoodies can exceed $18 per unit.
Specialty inks — puff, metallic, high-density — add $0.30–$1.00 per color per garment and may require dedicated screens. Multi-location designs (front, back, sleeves) multiply setup and print labor, raising per-piece cost by 40–80 percent. Lead time spans 10–18 days for bulk orders; rush fees of 20–30 percent apply for seven-day turnarounds.
MENWILD’s 100-piece minimum and transparent costing let brands model landed costs early, compare supplier quotes on identical spec sheets, and forecast margins before committing to inventory.
| Quantity Tier | 1-Color Spot Print | 3-Color Design | Specialty Ink (Puff/Metallic) | Lead Time (Days) |
|---|---|---|---|---|
| 100 pcs | $2.80/pc | $4.50/pc | $5.20/pc | 14–18 |
| 500 pcs | $1.20/pc | $2.40/pc | $3.10/pc | 12–16 |
| 1,000 pcs | $0.80/pc | $1.80/pc | $2.40/pc | 10–14 |
| 5,000+ pcs | $0.50/pc | $1.20/pc | $1.70/pc | 10–12 |
Ready to Start Plastisol Screen Printing for Apparel?
100-piece MOQ, 7-day samples, and 28 years of big & tall manufacturing experience. Get your quote today and bring your designs to life.