Water Based Screen Printing for Apparel — Soft-Feel Prints, Extended Sizes, 100-Piece MOQ
Eco-friendly water based screen printing for apparel in 2XL–6XL, with specialist fit grading, fast sampling and full in-house decoration from a 28-year Dongguan manufacturer.
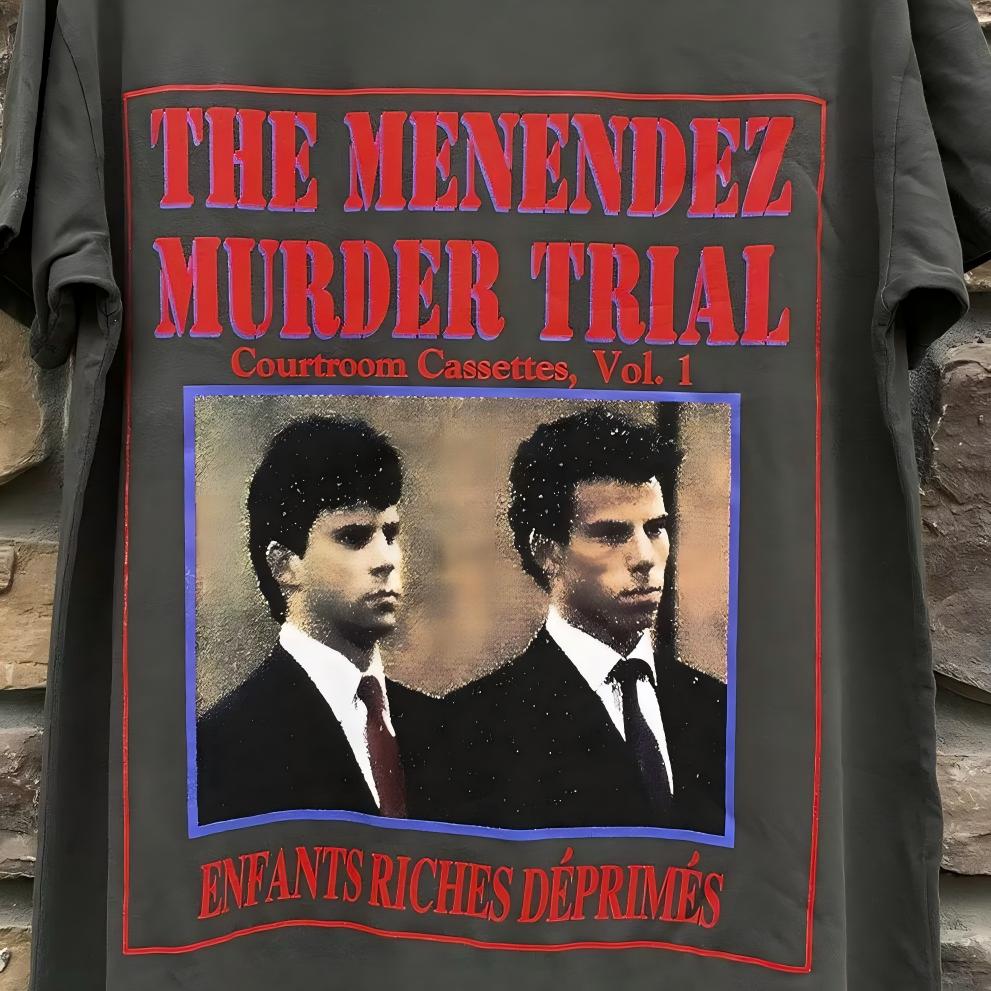
Water Based Screen Printing Samples & Finished Garments





Why Water Based Screen Printing for Apparel Works for Big & Tall Brands
Ultra-Soft Hand Feel
Water-based inks absorb into fabric rather than sit on top, delivering breathable, lightweight prints that feel natural against skin.
Eco-Friendly & Non-Phthalate
Free from harmful plasticizers, water-based inks meet global safety standards and appeal to conscious consumers.
Durable Across Extended Sizes
Prints flex with fabric stretch and hold up through repeated wash cycles, even on 2XL–6XL garments with larger print areas.
Fast Sampling & Turnaround
In-house water based printing lines let us produce strike-offs and bulk runs quickly, keeping your launch timelines on track.
Low MOQ from 100 Pieces
Test new designs, colorways and fits for larger frames without overcommitting inventory or cash flow on your first order.
Precision for Larger Frames
Specialist 2XL–6XL pattern grading ensures print placements scale correctly, maintaining visual balance and brand consistency on bigger bodies.
Extended-Size Menswear Categories for Water Based Screen Printing
From oversized streetwear to dress shirts and outerwear, MENWILD applies water-based screen printing across the full menswear range — all with true 2XL–6XL pattern grading and soft, breathable prints that elevate comfort and brand quality.
T-Shirts & Oversized Tees
Standard tees in extended sizes often run boxy or short in the body, and plastisol prints crack and feel heavy against skin — especially on lightweight jersey worn closest to the body.
Water based screen printing for apparel delivers ultra-soft, breathable graphics on properly proportioned 2XL–6XL tees. Prints become part of the fabric, preserving drape and comfort while extending garment lifespan.
Dress & Oxford Shirts
Big & tall dress shirts demand precise collar, shoulder and sleeve proportions. Adding branding or custom graphics with stiff prints disrupts professional appearance and comfort throughout long wear.
Subtle water based prints on pocket, yoke or inner placket maintain the refined hand-feel of woven shirting. Extended-size grading ensures sleeves, rises and chest fit taller, broader frames without compromise.
Hoodies & Sweatshirts
Oversized fleece and French terry pieces live or die by softness. Heavy plastisol chest prints stiffen the drape, and poorly graded extended sizes bunch at the waist or pull across shoulders.
Water based printing preserves the plush, relaxed feel of premium fleece while delivering vibrant, durable graphics. True big & tall proportions keep oversized streetwear silhouettes intentional, not accidental.
Polos & Activewear
Performance knits and pique fabrics require breathability. Traditional screen prints block airflow and add weight, undermining moisture-wicking properties and comfort during movement in larger sizes.
Water based inks integrate seamlessly into technical fabrics, maintaining stretch, breathability and moisture management. Specialist 2XL–6XL grading ensures athletic fits move with the body, not against it.
Jackets & Outerwear
Outerwear in extended sizes often sacrifices sleeve length, shoulder room or back width. Adding logos or graphics with rigid prints further restricts movement and damages the premium feel buyers expect.
Water based screen printing for apparel on jackets, coaches' coats and windbreakers stays soft and flexible through every wear. MENWILD's 28+ years of big & tall grading deliver true fit from 2XL to 6XL.
Premium Fabrics for Water Based Screen Printing for Apparel





Water Based Screen Printing Techniques & Finishes for Apparel




Custom Trims, Labels & Finishing for Water Based Screen Printing Apparel






About MENWILD — 28+ Years of Big & Tall Manufacturing
Founded in 1998 in Humen, Dongguan — the heart of China’s garment manufacturing hub — MENWILD has grown from a small family cut-and-sew workshop into a full-service menswear manufacturer with over 200 skilled employees, 80,000+ pieces monthly capacity, and 2,000+ fashion brands served worldwide. Our mission has always been fit first: building garments that actually work for bigger and taller men, not just scaled-up patterns that break proportions.
Extended-size pattern grading and fit refinement from 2XL to 6XL is our core expertise, not an afterthought. We bring specialist knowledge in true big and tall proportions, modern oversized streetwear fits, and full in-house decoration capabilities — including water based screen printing for apparel — so your brand can deliver soft-feel, breathable prints on garments engineered to fit your customers right.
From tech-pack development and fabric sourcing through sampling, bulk production, quality control and global logistics, MENWILD partners with men’s fashion brands, wholesalers, retailers and independent designers who need flexible MOQs from 100 pieces, fast sampling, and a manufacturer who understands that fit and finish define credibility in the extended-size market.

Water Based Screen Printing for Apparel — Design Through Delivery
Design Development & Fast Sampling
MENWILD’s in-house design team translates your artwork into production-ready water based screen printing separations optimized for extended-size garments. Receive printed samples in seven days with accurate color matching, soft hand-feel and fit validation across 2XL–6XL before committing to bulk production.
- Color separation and screen prep for water-based inks tailored to your fabric weight and substrate
- Sample garments printed, washed and shipped within 7 days for approval
- Pantone matching and strike-off testing to ensure accurate color reproduction on light and dark fabrics
- Pattern grading and fit checks so prints align correctly on extended-size proportions
Scalable Production & In-Line Quality Control
Once samples are approved, MENWILD scales water based screen printing for apparel from 100 pieces to tens of thousands per month. Every garment passes through multi-stage quality checkpoints — ink opacity, registration accuracy, cure temperature and wash durability — ensuring consistent soft-hand prints across your entire order.
- Monthly capacity exceeding 80,000 printed pieces with dedicated water-based ink stations
- In-line QC monitors ink viscosity, screen tension and cure profiles to prevent color shift or cracking
- Batch tracking and fabric records kept on file for fast, consistent re-orders
- Low 100-piece MOQ per style and colorway reduces inventory risk for new collections

Finishing, Washing & Retail-Ready Packaging
After printing, garments enter MENWILD’s finishing lines for enzyme wash, softening and anti-pilling treatment that enhances the breathable, vintage feel water-based inks deliver. Each piece is inspected, folded and packaged with custom labels, hang tags and polybags ready for your warehouse or direct-to-consumer fulfillment.
- Garment wash and softening processes designed to preserve water-based print integrity and hand-feel
- Final inspection checks print durability, fabric hand, seam quality and extended-size fit before packing
- Custom woven labels, printed neck labels, hang tags and branded polybags included in-house
- Export-ready carton packing with size ratios, SKU labels and shipping marks tailored to your logistics partner
Water-Based Screen Printing Production — Design Through Delivery
MENWILD delivers what typical suppliers overlook: true extended-size fit, in-house water-based screen printing expertise, flexible MOQs and fast sampling—backed by 28+ years of big & tall menswear manufacturing experience.
← 左右滑动查看 →
Water Based Screen Printing for Apparel Production Timeline
Six streamlined phases from inquiry to delivery — fast sampling, consistent quality, and repeatable results for every water-based print run.
Tech Pack & Design Review
Submit your design, tech pack or concept. Our team reviews artwork, confirms print placement, and develops production-ready specs for water-based screen printing.
Fabric Sourcing & Sampling
We source premium cotton, organic blends or performance knits from trusted mills and send fabric swatches for approval before sampling begins.
Print Setup & Pre-Production Samples
Screens are prepared, water-based inks mixed to match your Pantone or custom colors, and pre-production samples printed for fit and finish approval.
Bulk Production & In-Line QC
Full production begins with in-line quality checks at every stage — fabric inspection, printing, curing and assembly — ensuring consistency across your order.
Finishing & Packaging
Garments receive final wash, pressing and finishing. Custom labels, hang tags and packaging are applied to your brand standards before shipment preparation.
Global Logistics & Delivery
Orders are packed, inspected and shipped worldwide via air or sea freight, with tracking and documentation for smooth customs clearance and delivery.
Water-Based Screen Printing Production Timeline
From your first inquiry to finished garments, our streamlined process makes it easy to launch water based printed menswear in extended sizes with low MOQ and fast turnaround.
Submit Your Tech Pack or Design Brief
Send us your artwork, garment specs, size range and quantity. No tech pack? Our design team will develop one from sketches, photos or concepts.
Receive Quote & Fabric Swatches
Within 24 hours, get a detailed quote with MOQ from 100 pieces, fabric recommendations and swatches from our trusted mills across China.
Approve Water Based Print Sample
We produce a pre-production sample with your water based screen print in seven days. Review fit, fabric hand-feel and print softness before bulk.
Confirm Bulk Order & Payment Terms
Lock in your order with flexible deposit terms—100% first time, stepping down to 30% for long-term partners—and finalize your production schedule.
Production & Delivery to Your Door
Your garments are cut, sewn, printed and quality-checked in-house, then shipped globally. Patterns and specs stay on file for fast re-orders.
How to Partner with MENWILD for Water-Based Screen Printing





Certifications & Quality Standards for Water-Based Screen Printing
MENWILD’s water based screen printing for apparel delivered exactly what we needed — soft hand-feel, vibrant colors on our 3XL–5XL hoodies, and only 150-piece MOQ. We launched our collection 3 weeks faster than expected.
The discharge prints on our big & tall tees look incredible and the fit from 2XL to 6XL is spot-on. MENWILD’s team understood extended-size grading better than any factory we’ve worked with. Repeat orders have been flawless.
We cut our sampling costs by 40% and got production-ready water based prints in under 10 days. The low MOQ let us test 4 colorways without tying up cash. MENWILD is now our go-to for all printed plus-size menswear.
Big & Tall Brands Trust MENWILD for Water-Based Screen Printing
What is the minimum order quantity for water based screen printing for apparel at MENWILD?
How long does it take to receive samples with water based screen printing for apparel?
Are water based screen prints durable enough for big and tall menswear?
How much do samples cost, and is the fee refundable?
What payment terms does MENWILD offer for first-time and repeat orders?
Can MENWILD ship water based screen printed apparel to the United States, Europe and Australia?
How does MENWILD protect my designs and intellectual property?
How accurate is your 2XL to 6XL pattern grading for extended-size garments?
Will my re-orders match the original production run exactly?
The Complete Buyer’s Guide to Water Based Screen Printing for Apparel
Navigate ink chemistry, fabric compatibility, and supplier selection with confidence. This guide delivers a proven decision framework, quality benchmarks, and the critical mistakes that cost brands time and money when sourcing water based screen printing for apparel.
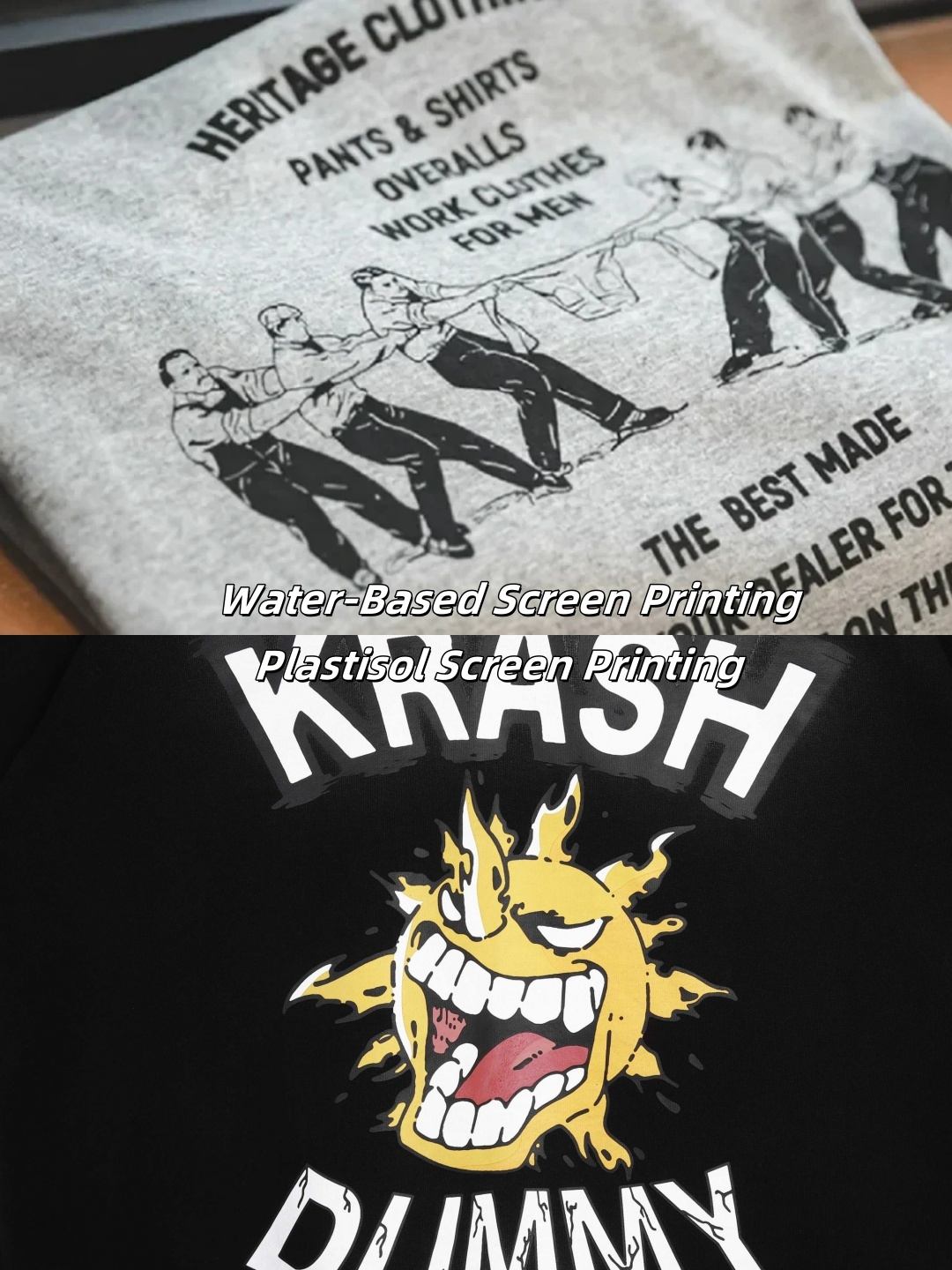
1. What Is Water Based Screen Printing for Apparel?
Water based screen printing for apparel uses water-soluble inks that penetrate fabric fibers rather than sit on the surface, creating a soft, breathable print that feels like part of the garment itself. Unlike plastisol — a plastic-based ink that cures at 160–180 °C and forms a raised layer — water-based inks absorb into the weave and cure at lower temperatures (around 150–170 °C), leaving almost no hand-feel on lightweight cotton, jersey, and tri-blends.
Fashion brands choose water-based printing for three reasons: comfort, aesthetics, and sustainability. The ink bonds chemically with cotton and natural fibers, so prints remain breathable and soft-wash after wash, critical for premium tees, oversized streetwear, and activewear where fabric drape and hand-feel drive perceived quality. Water-based formulations contain fewer PVC plasticizers and phthalates, aligning with OEKO-TEX and eco-conscious retail standards.
This method suits collections prioritizing vintage aesthetics, all-over prints, and minimalist branding on natural fabrics. If your line targets premium retail channels or emphasizes sustainability messaging, water based screen printing for apparel delivers both performance and brand positioning.
2. Evolution and History of Water Based Screen Printing
Water-based screen printing dates back to early textile workshops in the 1960s, when artisans sought softer hand-feel than the vinyl plastisol inks that dominated commercial runs. By the 1990s, European Union phthalate restrictions and rising consumer demand for breathable prints pushed brands to revisit water-based chemistries. The 2002 introduction of GOTS (Global Organic Textile Standard) formalized ink composition requirements, accelerating the shift among premium and organic menswear labels.
Discharge printing emerged in the mid-2000s as a water-based variant that bleaches dye from fabric while depositing pigment in a single pass, delivering the softest prints on dark garments. This technique became the gold standard for high-end streetwear and fashion tees, where hand-feel directly signals quality. Regulatory momentum continued: California Proposition 65 and REACH annexes progressively restricted heavy metals and plasticizers in plastisol, making water-based inks the compliance-safe default.
Today water-based screen printing is standard across premium menswear, valued for breathability, wash durability and alignment with sustainability messaging that resonates in North American and European markets.
3. Types of Water Based Screen Printing for Apparel
Water based screen printing for apparel splits into four main variants, each optimized for different fabric colors, hand-feel and durability requirements. Choosing the right type ensures your prints match brand positioning and end-user expectations.
Standard Water-Based Ink
Standard water-based inks use pigment suspended in a water carrier that penetrates fiber rather than sitting on top. They cure through evaporation and heat, leaving a soft hand that breathes with the fabric.
Best on light-colored cotton and cotton-poly blends; darker fabrics require an underbase or show reduced opacity. Durability reaches 50+ home washes when properly cured. Ideal for vintage tees, organic capsules and any design prioritizing comfort over vivid contrast.
Discharge Printing

Discharge inks remove the existing dye from the fabric and replace it with pigment in a single pass, creating a print that is part of the cloth. Chemistry relies on a bleaching agent activated by heat, typically zinc formaldehyde or non-formaldehyde alternatives.
Works exclusively on dark, reactive-dyed cotton; polyester and synthetics resist discharge. Prints survive 60+ washes with zero cracking. Common in premium streetwear, band tees and athletic apparel where a no-feel finish is non-negotiable.
High-Density Water-Based

High-density water-based formulations add rheology modifiers and thickeners to build raised, tactile prints up to 2 mm thick while retaining breathability. The ink still penetrates but creates dimensional texture similar to puff plastisol.
Suitable for light and medium tones; dark garments need underbase layers. Durability matches standard water-based at 50+ washes. Popular for logo emphasis, athletic numbers and streetwear graphics that demand both softness and visual pop.
Hybrid Water-Plastisol Systems
Hybrid systems layer a thin plastisol underbase for opacity on dark fabrics, then overprint with water-based topcoats for hand-feel. This combines plastisol’s color brilliance with water-based softness, though it adds a screen and cost.
Ideal for all-over prints, multi-color designs on black tees and collections requiring both vibrant color and comfort. Wash durability sits between the two chemistries at approximately 40–50 cycles, depending on cure discipline.
4. Materials and Fabrics Compatible with Water Based Screen Printing for Apparel
Fabric choice governs ink adhesion, hand-feel and wash durability in water based screen printing for apparel. Natural cellulose fibers absorb water-based chemistries readily, while synthetics resist penetration and demand pre-treatment or alternate ink systems.
| Fabric Type | Ink Absorption | Wash Durability | Typical GSM | Best Use Case |
|---|---|---|---|---|
| 100% Cotton | Excellent | 50+ washes | 160–220 | Premium tees, streetwear |
| Cotton Blend (50/50) | Good | 30–40 washes | 150–200 | Budget retail, workwear |
| Tri-Blend | Moderate | 25–35 washes | 135–155 | Soft retail tees |
| Linen / Hemp | Excellent | 40+ washes | 180–240 | Elevated casual |
| Polyester (pre-treated) | Poor to Fair | 20–30 washes | 140–180 | Activewear, jerseys |
Natural Fibers: Cotton, Linen, Hemp and Bamboo

100% cotton, linen, hemp and bamboo rayon offer the highest ink absorption because their cellulose structure wicks water-based pigment into the yarn. Ring-spun combed cotton at 160–220 GSM delivers the softest hand and sharpest halftones. Linen and hemp blends at 180–240 GSM suit elevated casual and workwear lines, though coarser weaves may require higher mesh counts to prevent ink bleed.
Cotton Blends and Tri-Blends

50/50 cotton-polyester and tri-blends (50% polyester, 25% cotton, 25% rayon) balance cost and drape but reduce ink penetration. Blends above 50% polyester require discharge underbase or polyester-compatible water-based systems. Tri-blends at 135–155 GSM are popular for retail tees; expect slightly firmer hand than 100% cotton and test wash fastness over ten cycles before bulk orders.
Polyester and Synthetics
Polyester, nylon and performance knits repel standard water-based inks because they lack absorbent fiber structure. Pre-treatment with acrylic polymer bonding agents or switch to dye-sublimation and DTF ensures adhesion. Activewear at 140–180 GSM often combines polyester with 10–20% spandex; always request strike-off samples to verify cure temperature does not damage stretch fibers.
5. Customization and Design Options
Water based screen printing for apparel unlocks design effects plastisol cannot replicate: soft vintage fades, distressed textures, and transparent layering that breathes with the fabric. Understanding mesh count, color systems, and file preparation ensures your artwork translates accurately from screen to garment.
Vintage Fades and Distressed Effects

Water-based inks absorb into fibers rather than sit on top, creating naturally soft, worn-in finishes ideal for retro branding and streetwear. Discharge printing removes garment dye while depositing color, yielding ultra-soft, lived-in prints on dark fabrics.
Combining water-based overprints with enzyme washes or stone wash cycles accelerates distressing, producing authentic vintage aesthetics unmatched by plastisol.
Mesh Count and Detail Resolution

Mesh count—threads per inch—controls ink deposit and detail capture. 110–160 mesh suits bold graphics and opaque coverage; 200–305 mesh resolves halftones, fine lines, and photorealistic imagery.
Higher mesh counts demand thinner, well-formulated inks and skilled squeegee pressure to prevent clogging. MENWILD’s screen room stocks 110 to 305 mesh for everything from heavy vintage prints to four-color process halftones.
Color Matching: Pantone vs. CMYK

Pantone spot colors guarantee brand-exact hues across re-orders, critical for logos and corporate identity. Each Pantone requires a dedicated screen and manual mixing.
CMYK (process) water-based printing layers cyan, magenta, yellow, and black halftones to simulate full-color photographs and gradients on light garments, reducing screen costs but sacrificing vibrancy on dark bases.
Artwork File Requirements

Supply vector files (AI, EPS, PDF) at actual print size for crisp edges and scalability. Raster images need minimum 300 dpi at final dimensions; lower resolution produces pixelated prints.
Color separations—one layer per ink color—must be provided or developed during pre-press. MENWILD’s design team converts sketches, photos, or low-res files into production-ready separations, ensuring accurate registration and trapping for multi-color water based screen printing for apparel.
6. Key Quality Indicators for Water Based Screen Printing
Water-based screen printing quality cannot be judged by eye alone. Professional buyers audit ink penetration, wash fastness, registration and hand-feel through structured pre-production checkpoints and wash-test protocols before committing to bulk orders.
Ink Penetration and Hand-Feel Consistency

High-quality water-based prints penetrate the fabric surface rather than sitting atop it. Run your fingers across the print — you should feel minimal texture difference from the base cloth.
Ink that remains sticky or tacky 48 hours after curing signals incomplete evaporation or under-curing. Consistent hand-feel across every print position in a sample batch confirms proper mesh selection and squeegee pressure.
Color Fastness After 20+ Washes
Request wash-test reports documenting color retention after 20, 30 and 50 home-laundry cycles at 40°C. AATCC Test Method 61 (colorfastness to laundering) is the industry standard.
Fading beyond Grade 4 on the AATCC gray scale after 20 washes indicates poor ink formulation or insufficient curing. MENWILD conducts in-house wash testing on every sample before client approval.
Registration Accuracy and No Cracking
Multi-color designs require registration tolerance within ±0.5 mm. Inspect color boundaries under magnification for gaps or overlaps.
Stretch the printed area by 20 percent in both directions. Quality water-based ink flexes with the fabric; cracking, peeling or flaking reveals poor adhesion or over-plasticized formulations.
Pre-Production Sample Checkpoints
Approve strike-off samples on your exact production fabric, not substitutes. Verify print size, placement, Pantone match and hand-feel before bulk.
Red flags include uneven ink coverage, visible mesh marks, sticky residue after 48-hour cure and color shift between sample and bulk swatches. Patterns and approved samples stay on file at MENWILD for fast, consistent re-orders.
7. How to Choose a Water Based Screen Printing Manufacturer
Selecting a partner for water based screen printing for apparel requires balancing technical capability, flexibility and compliance. Evaluate certifications, order minimums, equipment and responsiveness to ensure your supplier can scale with your brand.
Certifications and Compliance
GOTS, OEKO-TEX Standard 100 and GRS certifications confirm that inks, fabrics and processes meet environmental and chemical-safety standards. GOTS applies to organic cotton and natural fibers, while OEKO-TEX covers finished garments for harmful substances.
Manufacturers serving EU and North American markets typically hold at least OEKO-TEX; GRS certification signals recycled-content traceability. Request current certificates and audit dates before committing to bulk orders.
Minimum Order Quantities and Sampling
MOQ for water based screen printing for apparel ranges from 50 pieces per design at boutique printers to 500–1,000 at high-volume factories. MENWILD starts at 100 pieces per style and color, enabling test launches and capsule drops.
Sampling policies vary: some suppliers charge per strike-off, others waive fees above a deposit threshold. Confirm whether sample costs apply toward bulk orders and typical sample lead times of 7–14 days.
Equipment and Production Capacity
Automatic carousel presses handle 200–400 prints per hour with consistent registration; manual presses suit short runs but require skilled operators. Ask whether the factory runs dedicated water-based lines to avoid cross-contamination with plastisol.
Monthly capacity above 50,000 pieces indicates scalability for growing brands. Confirm rush-order capability and whether overtime or weekend shifts are available during peak seasons.
Communication and Turnaround Times
Responsive communication within 24 hours and English-fluent project managers reduce errors and delays. Domestic suppliers offer faster sampling but higher per-piece costs; overseas manufacturers provide lower pricing with 30–45 day lead times.
MENWILD supports PayPal, T/T, credit card and USDT payments, with deposit terms scaling from 100% on first orders to 30% for established partners. Clear timelines and pattern-on-file systems accelerate re-orders.
8. Common Mistakes Buyers Make When Sourcing Water Based Screen Printing for Apparel
Even experienced buyers stumble over technical nuances in water based screen printing for apparel. Small oversights — wrong ink choice, skipped wash tests, vague color specs — cascade into reprints, delayed launches and margin erosion that can cost 20–40 % of an order’s value.
Choosing the Wrong Ink Type for Fabric Color

Standard water-based inks work beautifully on natural and light fabrics but lack opacity on dark or synthetic blends, leaving prints translucent or washed out. Discharge inks require 100 % cotton and pre-testing; plastisol hybrids add a hand feel buyers often reject after sampling.
Mismatched ink selection triggers a full re-screen and sample cycle, adding 7–10 days and 15–25 % to unit cost when discovered late.
Skipping Wash Tests Before Bulk Production

A strike-off that looks sharp out of the dryer can crack, fade or bleed after five home washes if cure temperature, mesh tension or ink formulation was marginal. Buyers who approve samples without requesting a 10-wash durability test discover defects only when customer returns spike.
Reprinting an entire run costs the original manufacturing fee plus air freight to meet the original launch date, doubling total expenditure.
Underestimating Drying Time in Humid Climates
Water-based inks cure by evaporation; in Dongguan’s subtropical summer humidity above 80 %, air-dry time stretches from four hours to twelve or more. Factories without forced-air or infrared tunnels may stack damp prints, causing smudging and batch rejections.
Production delays of 3–5 days are common when drying capacity is not confirmed upfront, pushing ship dates and incurring penalty clauses.
Ignoring Mesh Count and Not Specifying Pantone Codes
A 110-thread mesh floods ink for bold graphics; a 230-thread screen delivers fine halftones. Buyers who omit mesh specs receive inconsistent line weight and detail across re-orders. Similarly, requesting ‘navy’ instead of Pantone 533 C yields five different blues from five production runs.
Color rework and screen re-burns add 10–15 % to per-piece cost and extend lead time by one week.
9. Steps to Launch Your Brand with Water Based Screen Printing
Launching a brand with water based screen printing for apparel requires a clear roadmap from artwork to warehouse. MENWILD’s nine-step process breaks production into predictable milestones, with sample approval in 7–10 days and bulk orders delivered in 3–5 weeks from deposit.
Finalize Artwork and Color Separations

Submit vector artwork in AI, EPS or high-resolution PDF format with Pantone or CMYK callouts. MENWILD’s design team separates each color into individual screens, ensuring registration accuracy and underbase planning for dark garments.
Color-separation proofs are returned within 48 hours. Review halftone density, trap overlap and ink sequence before approval to avoid reprints.
Order Sample Strikes and Pre-Production Approval
Request sample strikes on your chosen fabric and garment color, typically 1–3 pieces per colorway. MENWILD ships samples within 7–10 days via DHL or FedEx with tracking.
Inspect hand-feel, opacity, wash durability and registration before signing off. Any adjustments to ink viscosity, mesh count or cure time are corrected in a second strike at no charge for orders above 500 pieces.
Place Bulk Orders and Coordinate Trims
Confirm fabric type, size breakdown (S–6XL), print placement and quantity. Minimum order starts at 100 pieces per style and color, stepping down deposit from 100% first-time to 30% for repeat clients.
Submit woven labels, hang tags, care labels and poly-bag specs during order confirmation. MENWILD sources and applies all trims in-house, maintaining single-point quality control.
Monitor Production and Plan Inventory
Bulk production runs 3–5 weeks from deposit clearance, with in-line quality checks at cutting, printing, curing and final pack. Receive progress photos at 50% and 90% completion.
Plan warehouse receipt 6–8 weeks from artwork approval. Patterns, graded size sets and fabric records remain on file, reducing re-order lead time to 2–3 weeks.
10. Pricing and Cost Breakdown
Water based screen printing pricing breaks into setup fees (screen preparation, mesh coating) and per-unit costs that drop sharply above 250 pieces. A single-color print on 100 tees typically runs $45–75 in screen fees plus $2.50–4.00 per garment; at 1,000 pieces the per-unit cost falls to $1.20–1.80 while setup remains fixed. Discharge ink adds $0.30–0.60 per print because of mandatory pre-treatment and longer cure cycles.
Mesh count and ink type drive cost: 230-mesh screens for fine halftones cost 20–30% more than 110-mesh bold graphics, and specialty inks (puff, metallic, high-density) carry $15–25 surcharges per screen. Overseas manufacturers like MENWILD offer 30–40% lower per-unit pricing than domestic printers but require 100-piece minimums and 18–28 day lead times. Rush orders under 10 days incur 25–50% expedite fees regardless of location.
| Quantity Tier | Single-Color Cost/Unit | 3-Color Cost/Unit | Screen Setup | Lead Time |
|---|---|---|---|---|
| 50–99 pcs | $3.50–5.00 | $5.50–7.50 | $45–75 | 7–10 days |
| 250–499 pcs | $2.00–3.00 | $3.50–5.00 | $45–75 | 10–14 days |
| 500–999 pcs | $1.50–2.20 | $2.80–4.00 | $45–75 | 14–21 days |
| 1,000+ pcs | $1.20–1.80 | $2.20–3.20 | $45–75 | 18–28 days |
Start Your Water Based Screen Printing for Apparel Project Today
100-piece MOQ, 7-day sampling, and 28+ years of extended-size expertise. Submit your tech pack or request free fabric swatches now.