Screen Printing Services for Apparel — Big & Tall Specialist, 100-Piece MOQ
Professional screen printing services for apparel with 2XL–6XL fit expertise, low minimums from 100 pieces, and 28+ years as a trusted big and tall clothing manufacturer and custom t-shirt manufacturer in Dongguan, China.
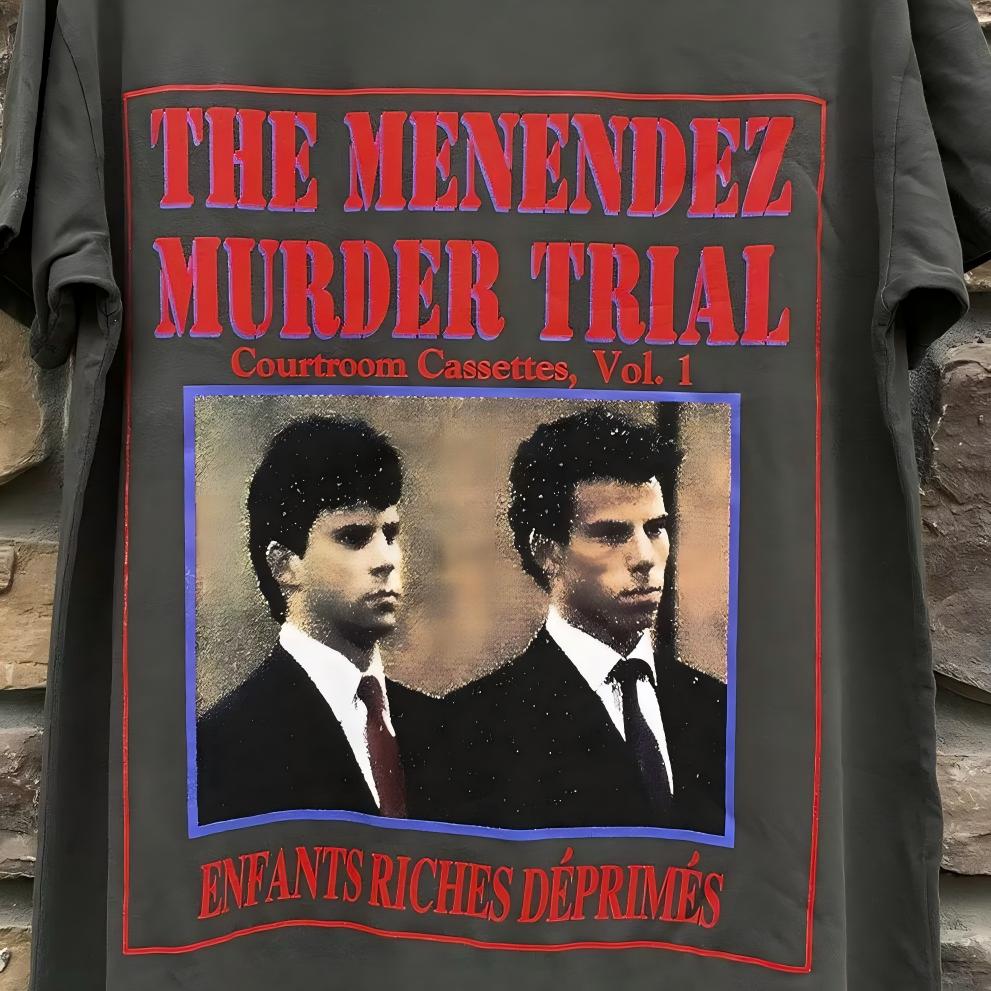
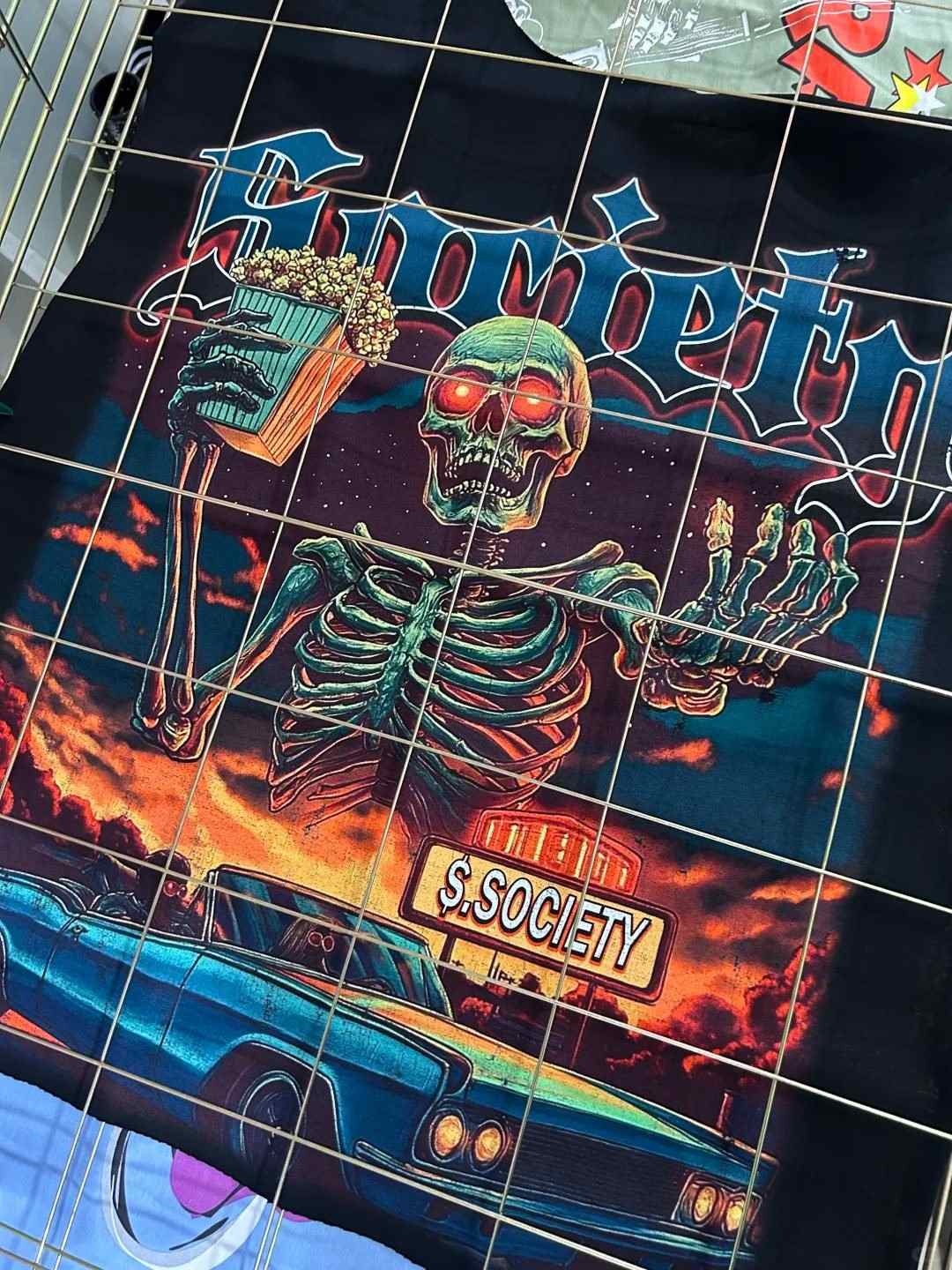
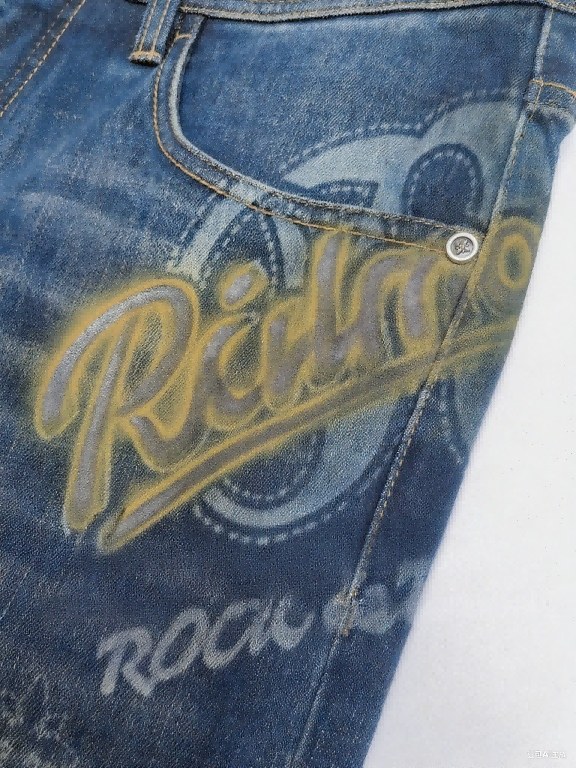
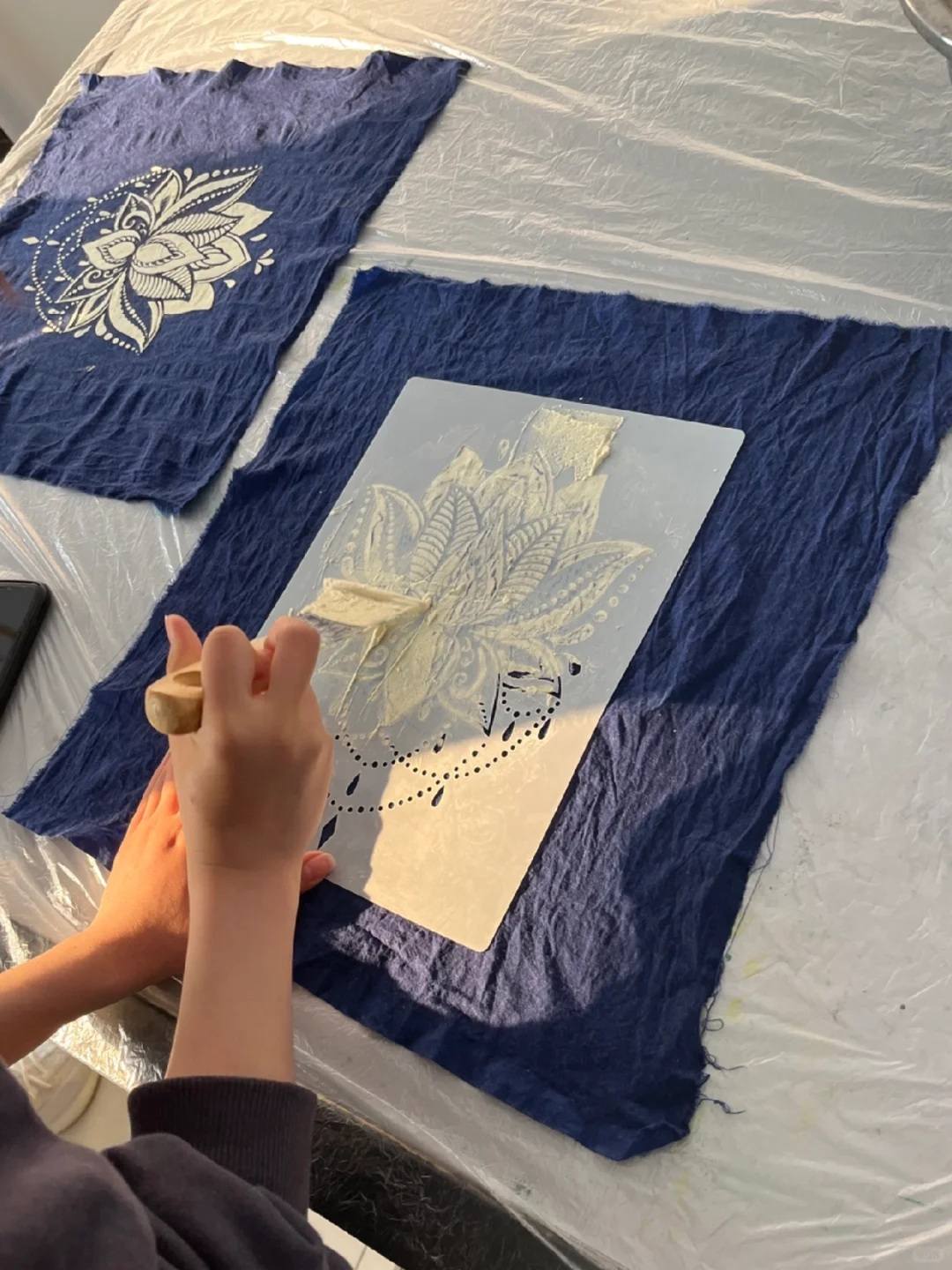
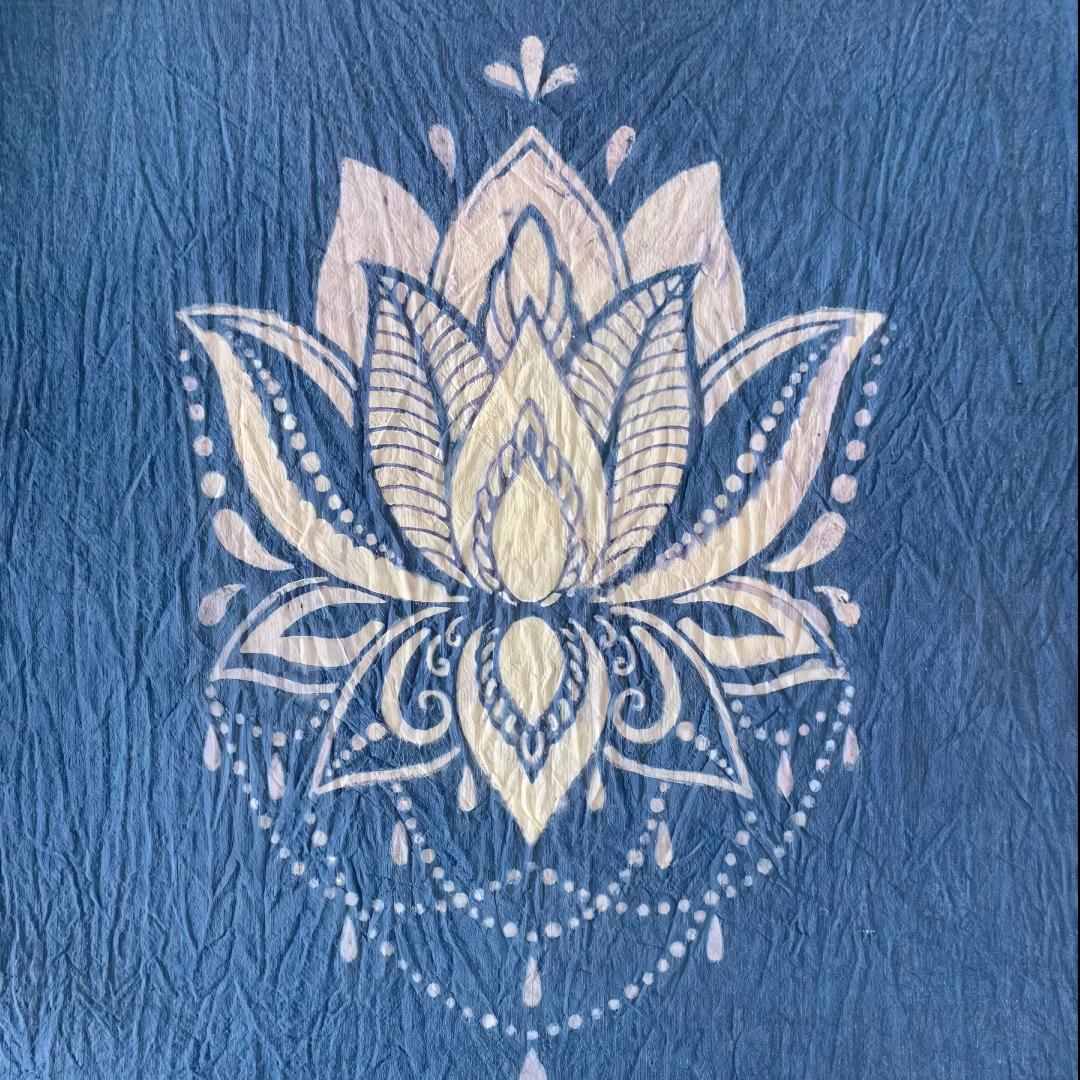
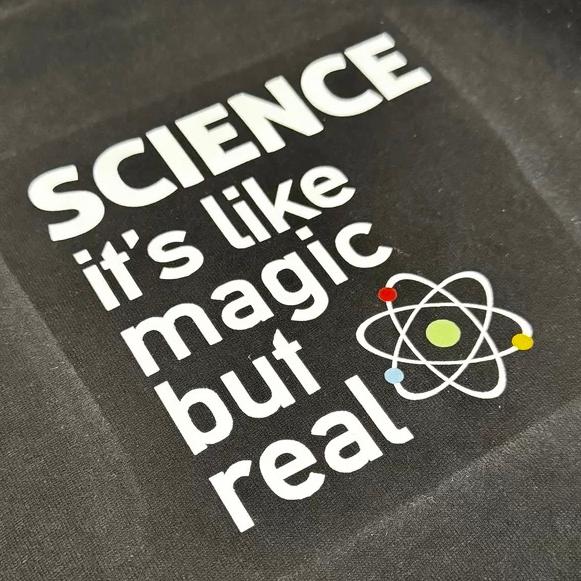
Screen Printed Apparel Samples & Production Gallery





Why Choose MENWILD for Screen Printing Services for Apparel
Low MOQ from 100 Pieces
Test designs and launch capsule collections without inventory risk. As a wholesale big and tall clothing supplier, we start production at just 100 pieces per style and color.
Specialist 2XL–6XL Pattern Grading
True big and tall proportions built into every garment. Extended-size grading and fit refinement for larger bodies, not simple scaling.
Fast Sampling & Product Development
From tech pack to physical sample in days. Dedicated design team turns sketches, photos or ideas into production-ready screen printed apparel.
Full In-House Screen Printing
Plastisol, water-based, puff, discharge, foil, flocking and high-density techniques. Plus embroidery, DTG, DTF and sublimation under one roof—making us a complete custom hoodie manufacturer and custom t-shirt manufacturer.
28+ Years Big & Tall Expertise
Founded in 1998 in Dongguan, China’s garment hub. Over 2,000 brands served with consistent quality and extended-size manufacturing know-how.
OEM, ODM & Private Label Flexibility
Partner at any stage: bring finished tech packs, collaborate on original designs, or white-label complete collections with custom branding.
Screen Printing & Decoration Capabilities
Puff Printing
Custom puff print for apparel creates raised, three-dimensional graphics that stand out on oversized tees, hoodies and streetwear. Perfect for bold logos and text, puff printing adds tactile dimension and premium visual impact across 2XL–6XL extended-size menswear. Durable, washable and ideal for brands seeking distinctive texture.
Get a Quote
Plastisol Printing
Plastisol screen printing for apparel delivers vibrant, opaque graphics with excellent durability and color intensity on cotton, poly-blends and fleece. Our plastisol inks cover dark fabrics cleanly, withstand repeated washing and scale seamlessly across low-MOQ runs and bulk production for big & tall menswear brands.
Get a Quote
Water-Based Printing
Water-based screen printing for apparel produces soft-hand, breathable prints that absorb into fabric rather than sit on top. Ideal for premium tees, vintage aesthetics and eco-conscious collections, water-based inks deliver a worn-in feel from day one while maintaining color clarity across extended sizing.
Get a Quote
Flocking Printing
Flock printing for apparel applies a soft, velvety raised surface that adds luxury texture to logos, lettering and graphics. Popular in streetwear, activewear and branded apparel, flocking creates a suede-like finish that enhances visual depth and tactile appeal on oversized hoodies, tees and outerwear.
Get a Quote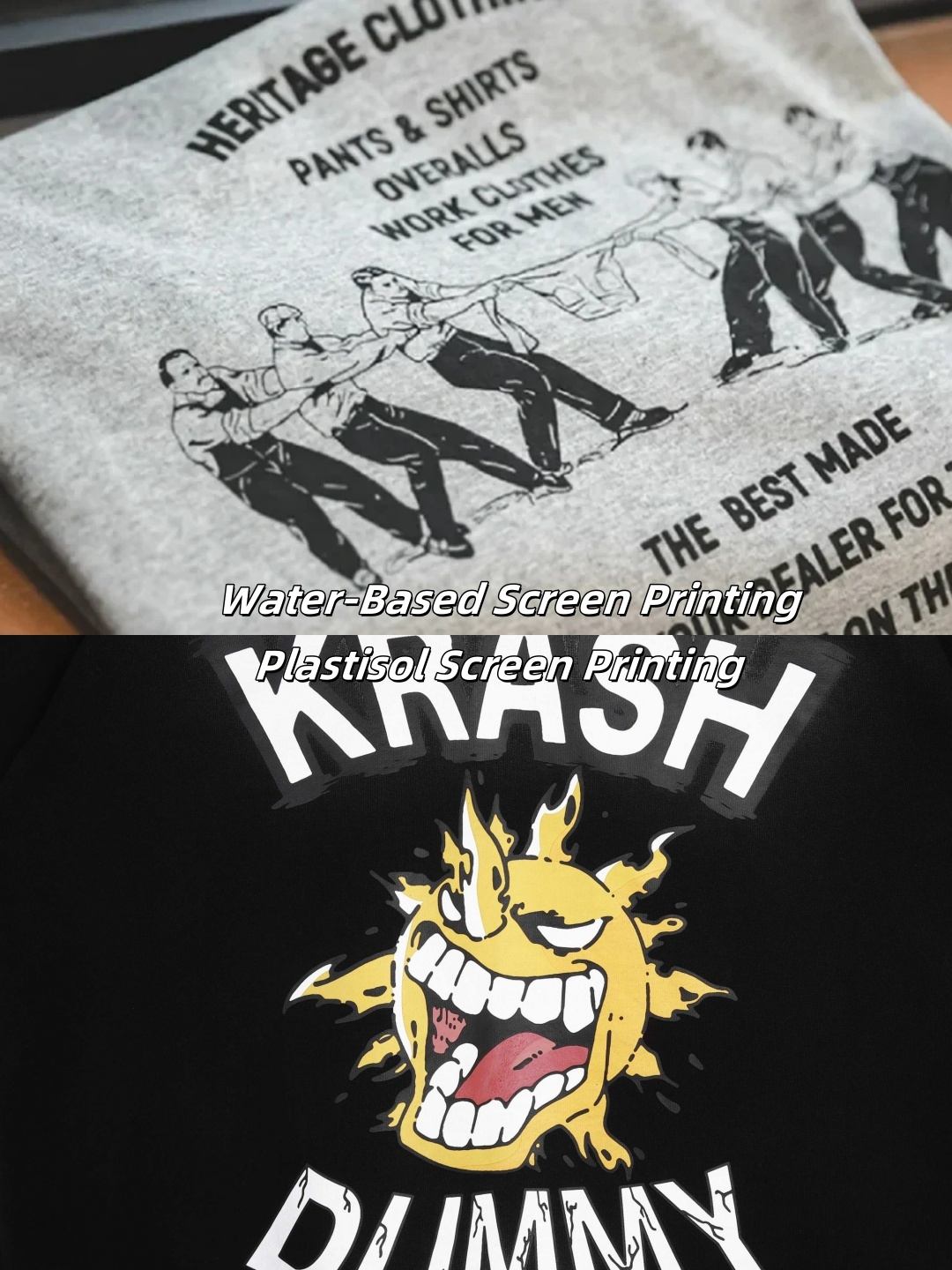
Silicone Printing
Silicone screen printing for apparel creates smooth, flexible raised graphics with a glossy or matte rubber-like finish. Highly elastic and crack-resistant, silicone prints stretch with the garment and maintain integrity through repeated wear and washing—ideal for performance wear, activewear and modern streetwear branding.
Get a Quote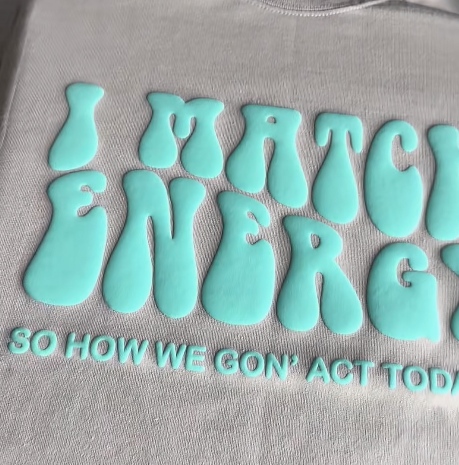
High-Density Printing
High-density screen printing for apparel builds thick, sculptural graphics with bold relief and premium tactile presence. This technique stacks multiple ink layers to create dramatic three-dimensional logos and text, delivering a luxury finish for oversized streetwear, branded collections and statement pieces across 2XL–6XL sizing.
Get a Quote
Foil Printing
Foil print for apparel applies metallic or holographic finishes that catch light and elevate brand identity with reflective shine. Heat-activated foil transfers bond permanently to fabric, creating eye-catching details on tees, hoodies and outerwear. Available in gold, silver, chrome and specialty colors for standout menswear.
Get a Quote
Discharge Printing
Discharge print for apparel removes dye from dark fabrics and replaces it with soft, breathable color—producing a vintage, lived-in aesthetic with no hand-feel. Ideal for 100% cotton garments, discharge printing delivers ultra-soft graphics that won’t crack or peel, perfect for premium and heritage-inspired menswear collections.
Get a QuoteFabrics We Screen Print for Apparel





Screen Printing Techniques & Finishes for Apparel
Plastisol Screen Print
Durable, opaque ink that sits atop fabric. Ideal for bold graphics, vibrant colors and high wash-count garments. Delivers crisp edges and consistent color across light and dark fabrics.

Water-Based Print
Eco-friendly ink that soaks into fibers for a soft, breathable hand. Perfect for vintage aesthetics, retail fashion tees and sustainable collections. Best on light to medium fabrics.

High-Density Print
Thick, layered ink builds a bold, sculptural surface. Creates striking dimension on hoodies, sweatshirts and outerwear. Excellent durability and a luxury hand-feel that stands out.

Discharge Print
Removes dye from dark fabrics, replacing it with soft, breathable color. Delivers vintage, lived-in looks with no heavy hand. Works exclusively on reactive-dyed cotton and blends.

Foil Print
Metallic or holographic finish heat-transferred over adhesive ink. Eye-catching, reflective surface ideal for premium branding, special editions and streetwear statements. Moderate wash durability.

Flocking Print
Velvety, suede-like texture created by electrostatically applied fibers. Adds luxury tactile dimension to logos and graphics. Popular for fashion-forward tees, hoodies and branded apparel.

Silicone Print
Flexible, rubberized finish with a smooth, glossy or matte surface. Excellent stretch and recovery on performance fabrics, activewear and modern streetwear. Highly durable and wash-resistant.
Trims, Labels & Custom Finishing for Screen Printing Services for Apparel




Drawcords & Tipping
Round, flat and tubular drawcords with metal, silicone or custom-branded aglets complete hoodies and sweatpants. Choose from cotton, polyester or blended cords in solid colors, stripes or jacquard patterns to match your screen-printed graphics and brand palette.


About MENWILD — 28 Years of Big & Tall Menswear Manufacturing
Founded in 1998 in Humen, Dongguan — the heart of China’s garment manufacturing hub — MENWILD began as a small family cut-and-sew workshop. Today, with over 200 skilled employees and a monthly capacity exceeding 80,000 pieces, we’ve grown into a full-service OEM, ODM and private label manufacturer trusted by more than 2,000 fashion brands across the United States, Canada, Europe, Australia, Russia and the Middle East.
What sets MENWILD apart is our specialist focus on true big & tall and plus-size menswear. Most factories simply scale patterns up, breaking proportions and fit. We engineer garments from 2XL to 6XL with dedicated pattern grading, fit refinement and construction techniques built specifically for larger and taller men — ensuring every piece actually fits the way it should.
Our in-house screen printing services for apparel include plastisol, water-based, puff, discharge, foil, flocking and high-density techniques, complemented by embroidery, DTG, DTF, heat transfer and full garment finishing. As an OEM apparel manufacturer and private label menswear specialist, we combine flexible 100-piece MOQs, fast sampling and 28 years of manufacturing expertise to deliver decoration quality and production reliability that help growing brands scale with confidence.

Our Screen Printing Services for Apparel in Depth
In-House Screen Printing Setup & Quality Control
MENWILD runs a dedicated in-house screen printing department equipped with semi-automatic and manual presses, pre-treatment stations and curing ovens. Every printed garment passes through multi-stage quality checks before it leaves the facility, ensuring color accuracy, registration and wash durability.
- Semi-automatic and manual screen presses for plastisol, water-based, discharge, puff, flocking, silicone, high-density and foil prints
- Pre-treatment, flash-cure and conveyor-dryer stations to guarantee ink adhesion and colorfastness
- In-line and final quality inspections checking registration, opacity, hand-feel and wash performance
- Pattern and color records kept on file for fast, consistent re-orders

Extended-Size Pattern Grading for Screen-Printed Garments
Screen printing on big & tall apparel demands more than scaled-up artwork. MENWILD’s specialist 2XL–6XL pattern grading ensures chest prints, sleeve graphics and back designs stay proportional and properly positioned across every extended size, preserving visual balance and brand impact.
- Specialist 2XL–6XL pattern grading adjusts print placement, scale and position for larger body proportions
- Chest, sleeve, back and all-over print coordinates recalculated per size to maintain design integrity
- Pre-production samples in every size confirm artwork positioning before bulk runs
- 28+ years of big & tall manufacturing experience built into every graded size set

Design-to-Production Workflow for Screen Printed Apparel
From your first concept to finished garments, MENWILD’s design team and production floor work as one. Submit a tech pack, reference image or rough sketch—our team develops artwork separations, sources fabrics, grades sizes, produces samples and manages bulk production and decoration under one roof.
- Full design support: artwork separation, color matching, mock-ups and production-ready tech packs
- Fabric sourcing from trusted Chinese mills with swatches and lab-dip approvals before sampling
- Fast sampling with screen-printed decoration to confirm fit, hand-feel and visual impact
- Coordinated cut-and-sew, printing, finishing and QC in one facility for speed and consistency

Why MENWILD Screen Printing Services for Apparel Outperform Generic Factories
From tech pack to finished goods, our streamlined process delivers high-quality screen printed apparel—including custom hoodies, oversized tees and extended-size menswear—in as few as four weeks, with flexible MOQs from just 100 pieces.
← 左右滑动查看 →
Screen Printing Services for Apparel Production Timeline
From tech pack to global delivery, every phase includes quality gates to ensure your screen printed apparel meets spec. MENWILD‘s 28-year process keeps sampling fast, production consistent, and extended-size fit accurate across every re-order.
Tech Pack & Design Approval
Submit your design or work with our team to develop tech packs, finalize screen print artwork, confirm garment specs and 2XL–6XL grading for big & tall fit.
Fabric Sourcing & Sampling
We source fabric from trusted mills, send swatches for approval, and produce pre-production samples with your exact screen printing technique and colorways.
Screen Printing Setup & Pre-Production
Screens are burned, inks mixed to Pantone spec, and strike-off samples printed. You approve print quality, placement, and hand-feel before bulk production begins.
Bulk Production & In-Line QC
Cut-and-sew and screen printing run in parallel with real-time quality checks. Every print, stitch and size is inspected against your approved sample and tech pack.
Final Inspection & Packing
Finished garments pass AQL inspection for print durability, sizing accuracy, and workmanship. Custom labels, hang tags and packaging are applied per your brand guidelines.
Global Logistics & Delivery
We arrange sea or air freight, handle export documentation, and deliver to your warehouse or fulfillment center worldwide with full shipment tracking and support.
How to Order Screen Printing Services for Apparel from MENWILD
From design brief to finished goods, our streamlined process delivers high-quality screen printed apparel in as few as four weeks — with flexible MOQs from just 100 pieces.
Submit Your Tech Pack or Design
Send your tech pack, artwork, design brief or reference images. Our team reviews your requirements and confirms fabric, print technique and sizing options within 24 hours.
Receive Quote & Sampling Timeline
Get a detailed quote covering fabrics, screen printing setup, decoration and production. Sampling timelines are typically 7–10 days, with fast-track options available for urgent launches.
Approve Your Pre-Production Sample
Review fit, fabric hand-feel, print quality and finishing. Request revisions if needed — we refine until you approve, ensuring every detail matches your brand standards.
Place Your Bulk Order
Confirm quantities, colorways and delivery dates. Pay your deposit and we begin production with in-line quality checks at cutting, printing, sewing and final inspection stages.
Receive Your Finished Goods
Your screen printed apparel is packed to your specifications, shipped via air or sea, and delivered ready to sell — complete with custom labels, hang tags and packaging.
Certifications & Quality Standards for Screen Printing Services for Apparel





What Brands Say About Our Screen Printing Services for Apparel
MENWILD reduced our time-to-market by 40%. Their screen printing quality on oversized hoodies is flawless, and sampling took just 5 days. We’ve reordered three times in four months.
Finally, a manufacturer that nails the fit in 3XL to 5XL. Their plastisol and water-based screen printing holds up perfectly after 50+ washes. MOQ of 100 pieces lets us test new designs risk-free.
From tech pack to sample in 5 days — unheard of. Their embroidery and puff screen printing brought my designs to life. The 2XL–4XL grading is spot-on for my audience.
FAQ: Screen Printing Services for Apparel Manufacturers
What is the minimum order quantity for screen printing services for apparel at MENWILD?
How long does it take to receive samples for screen printed apparel?
Do you charge for samples when ordering screen printing services for apparel?
What payment terms do you offer for screen printing services for apparel orders?
Can you ship screen printed apparel to the United States, Europe, and other regions?
How do you protect my designs and intellectual property?
Do you provide design support if I don’t have a finished tech pack?
Can you source fabrics for my screen printed apparel project?
Do you accept rush orders for screen printing services for apparel?
The Complete Buyer’s Guide to Screen Printing Services for Apparel
This comprehensive guide walks you through everything you need to evaluate screen printing services for apparel—from decoration techniques and fabric compatibility to supplier vetting criteria, pricing models, and the most common sourcing mistakes that cost brands time and money.
1. What Are Screen Printing Services for Apparel?
Screen printing services for apparel deliver finished, decorated garments — not standalone graphics — by pushing ink through fine mesh screens onto fabric, then heat-curing each layer to lock color and durability. Each design color requires a separate screen, making the process ideal for runs of 100 pieces or more where per-unit decoration cost drops sharply as volume climbs.
Unlike direct-to-garment (DTG) printing, which sprays water-based ink digitally, screen printing builds opaque, vibrant layers that survive 50-plus industrial washes without cracking. Heat transfer and DTF apply pre-printed films that can peel over time, while embroidery punctures fabric with thread, adding weight and limiting fine detail. Screen printing balances hand-feel, color intensity and cost efficiency across cotton, poly-blends and performance knits.
Brands choose screen printing for three reasons: ink sits on the surface for bold Pantone-matched colors, cured plastisol and water-based inks outlast most decoration methods, and setup costs amortize quickly once order quantities exceed 100–200 units per design.
2. Evolution and History of Screen Printing on Apparel
Screen printing traces its roots to ancient China around 960 AD, where artisans used stencils and silk mesh to transfer dye onto fabric. The technique migrated to Europe in the 18th century but remained slow and manual until the early 20th century, when photographic emulsion methods enabled precise multi-color registration and repeatable designs.
The 1960s introduction of plastisol ink revolutionized apparel decoration by offering vibrant, durable prints that cured at lower temperatures and adhered to cotton, polyester and blends. Water-based and discharge inks emerged in the 1980s, delivering softer hand-feel and meeting rising demand for eco-friendly alternatives, especially as brands pursued OEKO-TEX and GOTS certifications.
Automated carousel presses and inline flash-cure units arrived in the 1990s, cutting setup time and enabling runs as small as 100 pieces per style while maintaining color consistency across thousands of garments. These advances democratized screen printing services for apparel, allowing independent designers and small brands to access professional decoration without the 1,000-piece minimums that once defined the industry.
3. Types of Screen Printing Services for Apparel
Screen printing services for apparel span multiple press types, ink chemistries and specialty techniques. Understanding which method fits your brand’s volume, aesthetic and budget prevents costly mismatches and ensures the final garment meets customer expectations.
Manual vs. Automatic Presses

Manual presses suit low-volume runs and startup brands testing designs; MOQ often starts at 50–100 pieces per color. Automatic carousel presses deliver 200–600 impressions per hour and are cost-effective above 300 pieces, making them ideal for wholesale re-orders and seasonal capsules in menswear.
Spot-Color vs. Simulated Process

Spot-color printing uses one screen per Pantone ink, delivering crisp logos and bold graphics on tees and hoodies. Simulated-process (CMYK halftone) builds photorealistic images from layered dots; it requires skilled registration and works best on white or light garments for detailed artwork.
Discharge, Plastisol and Water-Based Inks

Plastisol sits atop fabric, offering vibrant opacity and durability through 50+ washes. Water-based inks soak into fibers for a soft hand, preferred on premium tees but requiring proper curing. Discharge removes dye and replaces it with pigment, yielding the softest vintage feel on 100% cotton garments.
Specialty Finishes
Puff ink expands under heat to create raised 3D logos. Foil transfers bond metallic film for luxury branding on streetwear. Glow-in-the-dark and reflective inks add safety or novelty to activewear and nightlife apparel, each adding per-color setup fees but differentiating your menswear line.
4. Materials and Fabrics Compatible with Screen Printing Services for Apparel
Fabric choice dictates ink system, pre-treatment protocol and finished durability when sourcing screen printing services for apparel. Extended-size menswear — 2XL to 6XL and true big & tall cuts — typically uses heavier 180–220 GSM jersey and fleece to maintain structure across larger print areas, demanding stronger ink adhesion and longer cure cycles.
| Fabric Type | Recommended Ink System | Wash Durability | Typical Garment Categories |
|---|---|---|---|
| 100% Cotton (ring-spun, combed) | Plastisol or water-based; minimal pre-treatment | Excellent (50+ washes) | T-shirts, basics, workwear |
| Cotton-Poly Blends (50/50, 60/40) | Plastisol preferred; light pre-treatment for water-based | Very Good (40+ washes) | T-shirts, polo shirts, hoodies |
| Performance Polyester (moisture-wicking) | Water-based or dye-sublimation; pre-treatment required | Good (30+ washes, risk of dye migration) | Activewear, jerseys, athletic tees |
| Tri-Blends (cotton/poly/rayon) | Water-based or discharge; pre-treatment essential | Very Good (35+ washes) | Premium tees, soft streetwear |
| Fleece & French Terry (280–320 GSM) | Plastisol or high-density water-based; minimal pre-treatment | Excellent (50+ washes) | Hoodies, sweatshirts, outerwear |
| Technical Fabrics (nylon, stretch blends) | Specialty water-based or DTG; pre-treatment + low-temp cure | Good (25+ washes) | Outerwear, performance jackets |
5. Customization and Decoration Options Beyond Standard Screen Printing
Premium screen printing services for apparel extend far beyond single-color chest prints. Value-added decoration options — from Pantone color matching and oversized graphics to hybrid embroidery combinations — differentiate manufacturers who support brand identity at scale. Each technique carries distinct cost, MOQ and lead-time implications that buyers must weigh against creative ambition.
Custom Pantone Matching and Specialty Inks

Pantone matching ensures brand colors remain consistent across reorders and fabric bases, critical for logos and signature colorways. Custom ink mixing typically adds 3–5 days to sampling and raises per-screen setup costs by 15–30%, but protects brand equity. Specialty inks — metallic, glow-in-the-dark, reflective — require dedicated screens and extended cure times, often doubling print costs and pushing MOQ from 100 to 200 pieces per colorway.
Oversized and All-Over Prints
Oversized back graphics and all-over prints define modern streetwear but demand larger screens, precise registration and specialized platens. All-over printing adds 40–60% to decoration cost and extends lead time by one week due to multi-stage curing. MOQ for all-over designs usually starts at 200 pieces; oversized single-location prints remain feasible from 100 pieces when paired with standard front decoration.
Multi-Location Decoration
Chest logos, sleeve hits and back-yoke prints create layered branding common in athletic and urban menswear. Each additional print location incurs a separate screen setup (typically $25–50) and adds 1–2 production days. Three-location decoration (front, back, sleeve) raises per-piece costs by 50–80% over single-location but remains accessible from 100-piece MOQs when planned during initial sampling.
Hybrid Techniques: Screen Print Plus Embroidery

Combining screen printing with embroidery — chest embroidery over a back screen print, or embroidered patches on printed sleeves — delivers premium texture and perceived value. Hybrid decoration requires coordination between print and embroidery teams, adding 3–5 days to lead time and 30–50% to total decoration cost. MOQ typically holds at 100 pieces when both techniques are confirmed in the original tech pack, avoiding re-sampling delays.
6. Key Quality Elements in Screen Printing Services for Apparel
Quality in screen printing services for apparel is measured by five process checkpoints that directly impact durability, color accuracy and brand consistency. Professional manufacturers audit each element before bulk production begins, ensuring every garment meets technical standards that survive commercial laundering and long-term wear.
Screen Mesh Count and Tension

Mesh count ranges from 110 threads per inch for heavy plastisol deposits to 305 for fine halftones and detailed graphics. Higher counts deliver sharper edges but require thinner inks; lower counts build opacity on dark fabrics. Tension must hold 25–35 Newtons per centimeter to prevent registration drift across multi-color runs.
Registration Accuracy

Multi-color designs demand alignment within ±1 mm across all screens. Manual presses introduce variance; automatic carousel and CTS (computer-to-screen) systems maintain consistent registration over thousands of impressions. Misalignment shows as color halos or gaps, immediately visible on chest logos and sleeve prints.
Ink Opacity and Cure

Plastisol must cure at 160–180 °C for 30–60 seconds; water-based inks require 150–170 °C. Under-cured prints crack after three to five washes. Request wash-test samples laundered at 60 °C for ten cycles — ink should remain flexible with no peeling or fading.
Color Consistency Across Batches
Pantone matching and ink mixing logs ensure repeat orders match the original run. Request strike-off samples from every production batch, comparing them under daylight (D65) lighting. Batch variance beyond ΔE 2.0 is visible to the human eye and damages brand consistency across retail channels.
Final QC Inspection
Inspect 10 percent of bulk samples for print placement (±5 mm tolerance from tech pack), ink hand-feel, and fabric defects. Check seam integrity around printed areas — poor curing can stiffen fabric and cause stitching failure. Document every defect with photos before approving shipment.
7. How to Choose the Right Screen Printing Services for Apparel Partner
Choosing screen printing services for apparel requires a systematic vetting process that balances technical capability, compliance, and commercial flexibility. Transparency in quoting, communication, and sample approval separates reliable manufacturing partners from transactional vendors.
Verifying Certifications and Ink Compliance
Request OEKO-TEX Standard 100 certification for plastisol and water-based inks to ensure chemical safety, especially for direct-to-skin garments. WRAP or BSCI factory audits confirm ethical labor and environmental standards.
Transparent suppliers share certificates upfront and link specific ink batches to test reports, reducing compliance risk for brands entering regulated markets.
Assessing Equipment and Production Capacity

Manual screen-printing lines suit short runs under 500 pieces but limit color registration consistency. Automatic carousel presses handle 1,000+ pieces per day with tighter tolerances and repeatable Pantone matching.
Ask for monthly capacity figures, machine counts, and peak-season lead times to confirm the partner can scale with your brand without sacrificing turnaround or quality.
Evaluating MOQ Flexibility and Turnaround
MOQ starting at 100 pieces per style and color enables product testing and capsule launches without inventory risk. Confirm whether the supplier maintains pattern and screen files on record to streamline re-orders.
Standard lead times range from 15 to 25 days after sample approval; partners offering rush production should disclose fees and capacity limits transparently before deposit.
Reviewing Sample Quality and Color Accuracy
Pre-production samples reveal ink opacity, hand-feel after curing, and registration on extended-size garments where fabric stretch varies. Demand Pantone reference swatches and wash-test results before bulk approval.
For big and tall menswear, check print placement consistency across 2XL to 6XL size runs to avoid distortion or off-center graphics on larger chest widths.
Checking References and Portfolio
Request case studies or production photos from brands in your segment, particularly extended-size menswear if that is your focus. Established suppliers serve 500+ clients and retain long-term partnerships, signaling reliability.
Ask for references you can contact directly; hesitation to share client feedback often indicates quality or service gaps.
8. Common Mistakes Buyers Make When Sourcing Screen Printing Services for Apparel
Sourcing screen printing services for apparel demands attention to detail at every stage. Small oversights in ink selection, sample approval or grading can derail entire production runs, especially for extended-size collections where fit and durability are non-negotiable.
Choosing Price Over Quality

Low-cost plastisol inks often crack after 10–15 washes, forcing brands to handle returns and damaging reputation. MENWILD uses discharge and water-based inks on natural fibers to ensure prints remain soft and durable through 50+ cycles.
Always request wash-test samples before committing to bulk. A 5 % upcharge for premium ink prevents 30 % loss from customer complaints.
Ignoring Ink Type for Fabric

Water-based inks bead and wash out on polyester and poly-blend activewear; plastisol sits heavy on performance knits. Match ink chemistry to fiber: plastisol or specialty poly inks for synthetics, water-based or discharge for cotton and blends.
Mismatched ink wastes setup fees and delays launch by two to three weeks while screens are remade.
Skipping Sample Approval
Pantone references shift under different mesh counts and substrates. A sample approved in daylight may reveal color drift under retail lighting at scale. MENWILD ships strike-off samples on the exact fabric and size before any bulk run begins.
One approved sample prevents 500–5,000 piece reprints and protects deposit investment.
Failing to Confirm Size-Grade Accuracy
Standard grading adds two inches chest per size; big-and-tall patterns require independent sleeve, rise and shoulder scaling. A 3XL scaled from M will have short sleeves and tight armholes. MENWILD maintains separate 2XL–6XL grade rules and fit blocks for every garment category.
Request graded spec sheets and fit samples in your largest size before production to avoid costly fit complaints.
9. Steps to Launch Your Apparel Brand with Screen Printing Services
Launching a menswear line with screen printing services for apparel requires a clear roadmap from artwork to warehouse. Independent designers and small wholesalers benefit most when each milestone — from color separations to pre-shipment checks — is planned in advance and tied to realistic budgets.
Finalize Artwork and Color Separations

Convert your design into vector format (Adobe Illustrator .AI or .EPS) and specify Pantone references for every ink color. Most screen printers require one film per color, so a four-color design means four separations and four screens.
Request a digital proof showing each layer before films are burned. Correcting a separation costs minutes; re-burning screens after approval adds days and setup fees.
Request and Approve Strike-Offs

A strike-off is a live print on your chosen fabric and garment color, confirming ink opacity, hand-feel and registration. MENWILD provides strike-offs on actual blanks — not paper swatches — so you see final drape and wash behavior.
Approve or request adjustments in writing. Once signed off, the strike-off becomes the quality benchmark for bulk production.
Place the Production Order and Agree PO Terms
A purchase order locks quantity per size and color, unit price, decoration specs, delivery date and payment schedule. First-time orders typically require 100 % deposit; MENWILD steps down to 30 % for repeat partners, with balance due before shipment.
Confirm that screen-storage fees, if any, are waived for reorders within six months, preserving your setup investment.
Manage Production Timelines and Check-Ins
Standard screen-print runs span 15–25 days: blank procurement (3–5 days), screen prep and first-piece approval (2–3 days), printing (5–10 days), curing and QC (2–3 days), packing (1–2 days). Weekly photo updates keep you aligned without micromanaging.
Flag any delay early; most slippage occurs in blank sourcing or multi-location decoration handoffs.
Conduct Pre-Shipment Inspection
Inspect a random 10 % sample for print clarity, color match to strike-off, correct placement and cure completeness (scratch test). Check size-label accuracy and folding; mislabeled 2XL–6XL inventory is costly to rework.
MENWILD photographs final cartons and packing lists before release, giving you a final gate before freight booking.
Plan Reorders with Existing Screens
Retained screens eliminate setup fees and cut lead time by 3–5 days on repeat runs. Confirm storage duration in your first PO; six to twelve months is standard.
Archive your approved strike-off, tech pack and PO as a reorder kit. Consistent artwork and blank specs let you scale inventory without re-sampling, preserving cash flow for marketing and new styles.
10. Pricing and Cost Structures for Screen Printing Services for Apparel
Screen printing costs break into four components: per-screen setup fees (typically $15–$50 per screen, one screen per color), base garment cost, per-unit printing fees, and any specialty ink or location upcharges. A single-color print on 100 cotton tees might run $3–$5 per unit; adding a second color adds $0.50–$1.50 per piece, while specialty inks (puff, metallic, discharge) carry $0.75–$2.00 premiums.
Volume drives unit economics. At 50 pieces setup costs dominate; at 1,000+ per-unit print fees drop 40–60 percent as fixed screen costs amortize. Rush production (under seven business days) typically adds 15–25 percent; each additional print location (left chest, sleeve, back) incurs a separate setup and per-unit charge.
MENWILD’s 100-piece MOQ and transparent costing let brands model budgets early, compare supplier quotes line-by-line, and scale orders as demand proves out without sacrificing margin.
| Order Quantity | Setup Cost (per color) | Per-Unit Print Cost | Lead Time |
|---|---|---|---|
| 50 pcs | $25–$40 | $4.50–$6.00 | 10–14 days |
| 250 pcs | $25–$40 | $2.80–$4.20 | 12–16 days |
| 500 pcs | $25–$40 | $2.00–$3.00 | 14–18 days |
| 1,000+ pcs | $25–$40 | $1.50–$2.50 | 16–21 days |
Ready to Launch Your Screen Printed Apparel Line?
Partner with a specialist manufacturer offering low 100-piece MOQs, fast sampling, and 28 years of big & tall menswear expertise.